Калибры для гладких цилиндрических деталей
Классификация калибров
Калибры - бесшкальные контрольные инструменты, служащие для проверки соответствия действительных размеров, формы и расположения поверхностей деталей предписанным (в условиях массового или крупносерийного производства).
Калибры бывают предельными и нормальными.
Предельные калибры контролируют соблюдение нижнего и верхнего предельного размеров.
Нормальные калибры (применяются редко) используют в качестве шаблонов и к ним подгоняют деталь (измеряют величину зазора между деталью и шаблоном).
По назначению предельные калибры делятся на калибры-скобы и калибры-пробки.
Калибры-скобы предназначены для контроля предельных размеров валов, а калибры-пробки - для контроля предельных размеров отверстий.
По технологическому назначению в соответствии с местом и характером использования калибры подразделяются на рабочие и контрольные.
Рабочие калибры используют для контроля деталей на рабочих местах в процессе их изготовления. Этими же калибрами пользуются рабочие и контролеры ОТК завода-изготовителя.
Контрольные калибры используют для контроля или регулировки рабочих калибров-скоб.
Согласно действующим стандартам, калибры имеют следующие обозначения:
ПР - проходной рабочий калибр
НЕ - непроходной рабочий калибр
К-НЕ - контрольный калибр для непроходного рабочего калибра
К-ПР - контрольный калибр для проходного рабочего (нового) калибра
|
|
|
К-И - контрольный калибр для контроля износа проходной стороны рабочего калибра.
Калибры К-ПР, К-НЕ для гладких цилиндрических изделий должны проходить без усилия и без качки. Они являются проходными при проверке рабочих калибров-скоб. Калибр К-И - непроходной предназначен для выбраковки рабочих проходных скоб.
Проходными калибрами называются калибры, которыми контролируют начало поля допуска (рис. 2.10).
Непроходными калибрами называются калибры, которыми контролируют конец поля допуска (рис. 2.10).
Контроль предельных размеров детали с помощью калибров осуществляется следующим образом: деталь считается годной, если проходной калибр (проходная сторона калибра) под действием силы тяжести или силы, примерно равной ей, проходит, а непроходной калибр (непроходная сторона) не проходит по контролируемой поверхности детали.
В этом случае действительный размер детали находится между заданными предельными размерами.
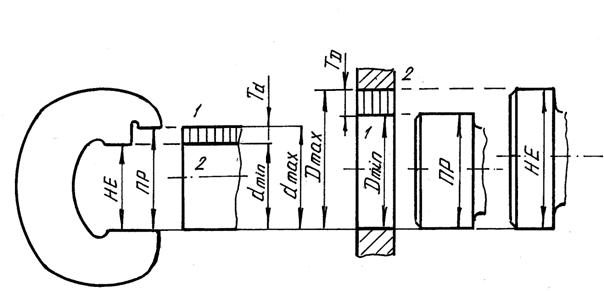
Рисунок 2.2 - Схема контроля размеров деталей предельными калибрами:1 – начало поля допуска; 2 - конец поля допуска
Если проходной калибр не проходит, то деталь - с исправимым браком; если непроходной калибр проходит, то деталь - с неисправимым браком.
|
|
|
Допуски на изготовление гладких калибров
Допуски на изготовление гладких калибров и контрольных калибров регламентированы ГОСТ 24853-81,
СТ СЭВ 157-75.
Номинальными размерами калибров являются соответствующие предельные размеры деталей (рис. 2.10).
ГОСТ 24853-81 устанавливает допуски на изготовление:
Н - рабочих калибров (пробок) для отверстий;
НI- рабочих калибров (скоб) для валов;
Нp- контрольных калибров для скоб (рис. 2.11).
Допуски на изготовление калибров установлены в зависимости от квалитета контролируемой детали ( прил.А, табл. А6).
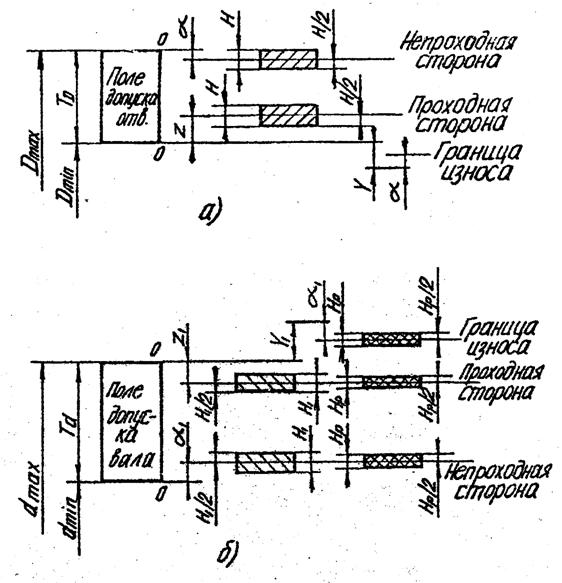
Рисунок 2.3 - Схема полей допусков калибров и контрольных калибров для отверстий (а) и валов (б)
Для проходных калибров, которые в процессе контроля изнашиваются, кроме допуска на изготовление, предусматривается допуск на их износ. Для всех размеров (1-500 мм) износ проходных калибров с допуском до IT8 включительно может выходить за границу поля допуска детали на величинуУ для пробок и У1для скоб (рис. 2.11). Для проходных калибров квалитетов от IT9 до IT17 износ ограничивается проходным пределом, т.е. У = 0 и У1 = 0 (рис. 2.11).
У всех проходных калибров поля допусков Н и Н1 сдвинуты внутрь поля допуска на величину Z для калибров-пробокиZ1 - для калибров-скоб (рис. 2.11).
|
|
|
Поле допуска непроходного калибра для размеров до 180 мм расположено симметрично относительно непроходного предела (a = 0, a1 = 0), а для размеров свыше 180 до 500мм - сдвинуто внутрь поля допуска детали на величину a - для пробок и a1 -для скоб.
Дата добавления: 2018-04-15; просмотров: 3290; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!