ПРИМЕНЕНИЕ СИСТЕМЫ СБОРА ДАННЫХ ДЛЯ ФОРМИРОВАНИЯ ПРОФЕССИОНАЛЬНЫХ КОМПЕТЕНЦИЙ СПЕЦИАЛИСТОВ СВАРОЧНОГО ПРОИЗВОДСТВА
Происходящие в настоящее время изменения социально-экономического развития создают потребность постоянного поиска путей реализации высокого качества профессиональной подготовки выпускников ВУЗов, обусловленной растущими требованиями работодателей. В связи с этим в системе профессионального образования активно реализуется компетентостный подход, предполагающий формирование профессиональных и общих компетенций. Ориентация образовательного учреждения на подготовку квалифицированных специалистов, востребованных на современном рынке труда, в первую очередь акцентирует внимание на развитие профессиональных компетенций. Поиск решения проблемы формирования профессиональных компетенций предполагает внедрение в образование современного эффективного инструментария, высокоэффективных информационных и коммуникационных технологий, в связи с чем на кафедру сварочного производства РГППУ поставлена система сбора данных [1].
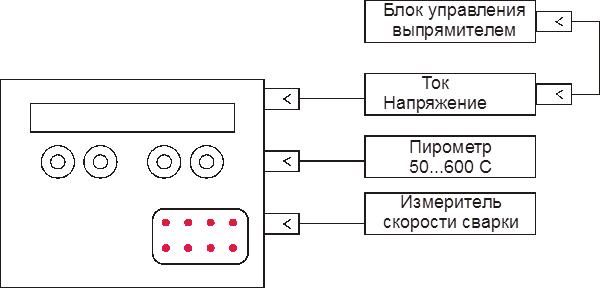
Система сбора данных (ССД) предназначена для организации сбора данных об основных и вспомогательных параметрах процесса сварки, их предварительного допускового анализа и записи в долговременной памяти, последующего долговременного хранения протоколов сварки и их всестороннего анализа. Система состоит из программной части накопления и анализа данных и программно-аппаратного комплекса сбора данных.
 |
|
|
|
Рис. 1. Структурная схема системы сбора данных
Комплекс сбора данных является модульной системой, состоит из блока управления и хранения данных, модулей датчиков и карты памяти. Панель блока управления (рис. 2) состоит из многофункционального алфавитно-символьного дисплея, клавиатуры, индикатора питания и карты памяти, блока индикаторов выхода параметров за допустимую норму. Блок индикаторов параметров позволяет визуально вести наблюдение за соблюдением технологии сварки. Дисплей в рабочем режиме отображает числовые значения измеренных параметров сварки (силу сварочного тока, напряжение на дуге, время и скорость сварки и др.), в режиме настройки отображает меню, позволяющее устанавливать необходимые параметры, производить диагностику системы (примечание: меню различных исполнений системы сбора данных могут различаться в связи различиями в технологических процессах конкретных производств). Клавиатура предназначена для управления системой и настройки параметров.
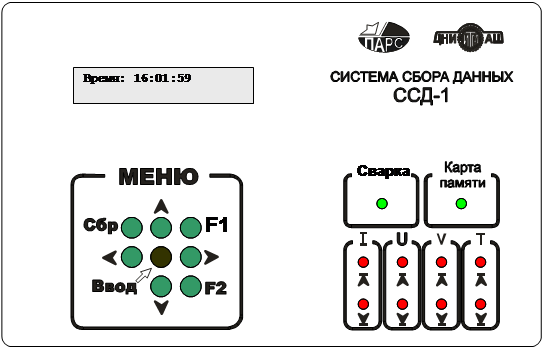
Рис.2. Панель блока управления
Система имеет внутренние энергонезависимые часы, работающие от батареи CR2032. Время работы от одной батарей до 10 лет.
Программа анализа данных предназначена для работы на компьютерах под управлением ОС Windows версии не ниже XP и позволяет произвести полный анализ протоколов проведенных сварочных работ и загрузить их в базу данных. При запуске программы открывается диалог быстрого визуального анализа всех введенных в систему протоколов. Данный диалог позволяет просмотреть, какие протоколы присутствуют в базе данных с возможностью группировки по сварочным постам, работникам либо другим доступным атрибутам. После команды «График сварки» открывается диалог отображения подробных графиков (рис. 3). Левая часть окна диалога предназначена для ввода задания на построение графика и отображения дополнительной информации, правая часть окна выделена под графики и панель навигации по графикам. После открытия окна программа анализирует данные на предмет доступных графиков и атрибутов, по которым возможна фильтрация.
|
|
|
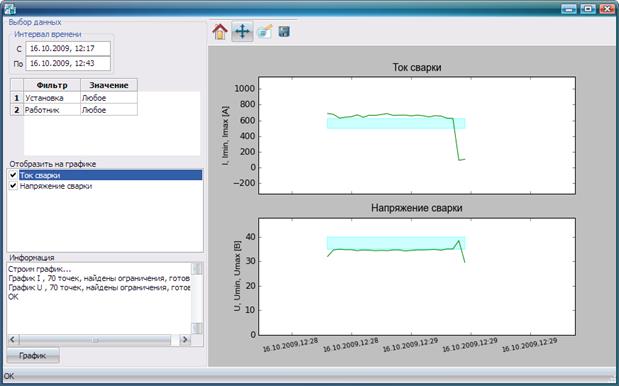
Рис.3. Детальный просмотр протокола
В верхнем левом поле окна отображается выбранный интервал времени. Ниже идет выбор фильтров, на случай если необходимо отобразить графики сварки конкретных единиц оборудования, работы конкретных сотрудников либо отфильтровать данные по другим доступным атрибутам.
|
|
|
Далее выбираются данные, которые необходимо визуализировать или сохранить. Если с выбранными данными связаны вспомогательные данные (например, минимальный и максимальный разрешенный сварочный ток для графика тока сварки), они отобразятся на графике автоматически. Построенные графики отображаются один над другим с общей осью времени. В поле «информация» отображается дополнительная информация, которая может быть полезной. Можно проследить историю ввода протоколов и краткую информацию о введенных протоколах сварки. Предусмотрено сохранение данных для численного анализа в программе Excel или других табличных процессорах в выбранном интервале времени.
Применение ССД позволяет оперативно контролировать режимы сварки в соответствии с технологией и нормировать сварочные работы, а также, в результате, объективно определять причины появления брака в процессе производства сварных конструкций на ранней стадии. Таким образом, ССД можно позиционировать, прежде всего, как эффективный способ профилактики брака. Кроме того, это – объективный и достаточно экономичный «помощник» для специалистов сварочного производства – мастеров, инженеров-технологов и нормировщиков.
|
|
|
Мониторинг процесса сварки, оперативная обработка данных позволяет в реальном масштабе времени произвести оценку текущей работы оборудования, соблюдение технологии, диагностику параметров режима сварки и многое другое, что, в конечном итоге, определяет качество сварочных работ и своевременный контроль его соблюдения.
Современное рентабельное производство требует одновременного решения противоречивых задач, связанных с повышением производительности, снижением энергопотребления и обеспечением высокого качества продукции. Обучение навыкам работы на новейшем оборудовании и применение передовых технологий позволяет внести вклад в подготовку специалистов на основе компетентостного подхода с формированием профессиональных компетенций, востребованных на современном рынке труда, способных осуществлять инновационную деятельность в условиях жесткой конкуренции.
ЛИТЕРАТУРА
1. Л.Т. Плаксина. Применение инновационных технологий для подготовки специалистов сварочного производства на основе компетентостного подхода. Материалы 7-й Международной научно-практической конференции «Инновационные процессы на производстве и в профессиональном образовании: теоретический и компетентостный подход», филиал ФГАОУ ВПО РГППУ в г. Первоуральске, Первоуральск, 2013. – С.122-126
Г.Р.Ильясова,
ФГБОУ ВПО «БГПУ им. М.Акмуллы»(г. Уфа)
Дата добавления: 2021-07-19; просмотров: 84; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!