Составление сменного задания раскройщикам
При составлении сменного задания закройщикам учитывается размерный ассортимент и нормы выработки на раскрой комбинации моделей и отдельных видов обуви.
Задания на раскрой составляют для каждой производственной партии. Задания должны способствовать эффективному использованию материалов в соответствии с их раскройными свойствами и потребностью в различных видах, родах, размерах деталей обуви. В задании предусматривают комбинирование видов, родов и разных размеров деталей (крупных, мелких) с различными удельными площадями ответственных деталей в комплекте. Задания на раскрой составляются на основе площади деталей и норм использования кож для верха обуви и подкладки. В каждое задание включается не более трех – четырех размеров комплектов деталей, что уменьшает потери площади кожи при переходе от раскроя деталей одного размера к другому размеру деталей, обеспечивает минимальное число резаков на рабочем месте раскройщика и не влияет существенно на производительность его труда. За каждым раскройщиком закрепляют кожи одного вида. В зависимости от ассортимента материала и деталей обуви составляют варианты оптимального комбинирования видов, родов и разных размеров деталей. Для каждой комбинации или для отдельного раскроя моделей составляется задание на раскрой. В каждом задании выдерживают соотношение пар между моделями, входящими в данную комбинацию. Все задания должны быть примерно одинаковы по количеству пар и рассчитаны на восемь часов работы раскройщика. При составлении сменного задания закройщикам одновременно рассчитывается потребное количество комплектов резаков.
|
|
|
Результаты расчетов сводятся в таблицу 2.13.
Таблица 2.13 – Сменное задание раскройщикам и потребное количество резаков на раскрой комбинации моделей
| Вид и род обуви | Раз-мер обу- ви | Размерный ассортимент | Задание раскройщикам | Количество резаков в комплекте | Коли-чество резаков в комп-лекте | Всего реза-ков | ||||||||||||||
| На 100 пар | На смен-ное за-дание | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | На рабо-чем месте | На резервном | Ито-го | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||||||||||
| Туфли женские повседнев-ные 700 | 215 | 0,5 | 4 | 4 | - | 1 | - | 1 | 3 | 3 | ||||||||||
| 220 | 1,5 | 11 | 11 | - | 1 | - | 1 | 3 | 3 | |||||||||||
| 225 | 4,0 | 28 | 28 | - | 1 | - | 1 | 3 | 3 | |||||||||||
| 230 | 8,0 | 56 | 56 | - | 1 | - | 1 | 3 | 3 | |||||||||||
| 235 | 12,5 | 88 | 64 | 24 | - | 2 | - | 2 | 3 | 6 | ||||||||||
| 240 | 16,5 | 116 | 77 | 33 | 6 | - | 3 | 1 | 4 | 3 | 12 | |||||||||
| 245 | 17,5 | 122 | 78 | 44 | - | 2 | - | 2 | 3 | 6 | ||||||||||
| 250 | 15,0 | 105 | 65 | 40 | - | 2 | - | 2 | 3 | 6 | ||||||||||
| 255 | 10,5 | 73 | 73 | - | 1 | - | 1 | 3 | 3 | |||||||||||
| 260 | 6,0 | 42 | 42 | - | 1 | - | 1 | 3 | 3 | |||||||||||
| 265 | 5,5 | 38 | 38 | - | 1 | - | 1 | 3 | 3 | |||||||||||
| 270 | 2,0 | 14 | 14 | - | 1 | - | 1 | 3 | 3 | |||||||||||
| 275 | 0,5 | 3 | 3 | - | 1 | - | 1 | 3 | 3 | |||||||||||
| Школьные туфли для девочек
| 205 | 13,5 | 115 | 21 | 94 | - | 2 | - | 2 | 6 | 12 | |||||||||
| 210 | 16,0 | 136 | 39 | 73 | 24 | - | 3 | 1 | 4 | 6 | 24 | |||||||||
| 215 | 19,5 | 165 | 55 | 90 | 20 | - | 3 | 1 | 4 | 6 | 24 | |||||||||
| 220 | 23,5 | 200 | 55 | 70 | 75 | - | 3 | 1 | 4 | 6 | 24 | |||||||||
| 225 | 27,5 | 234 | 95 | 95 | 39 | 5 | - | 4 | - | 4 | 6 | 24 | ||||||||
| Итого | 1550 | 172 | 173 | 173 | 174 | 171 | 173 | 171 | 170 | 173 | - | 169 | ||||||||
|
|
|
Продолжение таблицы 2.13
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||||||||||
| Женские утеплен-ные полусапож-ки 450 | 220 | 0,5 | 2 | 2 | 1 | - | 1 | 3 | 3 | |||||||||||
| 225 | 1,5 | 7 | 7 | 1 | - | 1 | 3 | 3 | ||||||||||||
| 230 | 4,0 | 18 | 18 | 1 | - | 1 | 3 | 3 | ||||||||||||
| 235 | 8,0 | 36 | 36 | 1 | - | 1 | 3 | 3 | ||||||||||||
| 240 | 12,5 | 56 | 43 | 13 | 2 | - | 2 | 3 | 6 | |||||||||||
| 245 | 16,5 | 74 | 28 | 46 | 2 | - | 2 | 3 | 6 | |||||||||||
| 250 | 17,5 | 79 | 13 | 20 | 46 | 3 | 1 | 4 | 3 | 12 | ||||||||||
| 255 | 15,0 | 67 | 35 | 32 | 2 | - | 2 | 3 | 6 | |||||||||||
| 260 | 10,5 | 47 | 32 | 15 | 2 | - | 2 | 3 | 6 | |||||||||||
| 265 | 6,0 | 27 | 27 | 1 | - | 1 | 3 | 3 | ||||||||||||
| 270 | 5,5 | 25 | 25 | 1 | - | 1 | 3 | 3 | ||||||||||||
| 275 | 2,5 | 12 | 12 | 1 | - | 1 | 3 | 3 | ||||||||||||
| Дошколь-ные утеплённые полуса-пожки 650
| 170 | 16,0 | 104 | 30 | 49 | 25 | 3 | - | 3 | 10 | 30 | |||||||||
| 175 | 15,5 | 101 | 65 | 16 | 20 | 3 | 1 | 4 | 10 | 40 | ||||||||||
| 180 | 15,5 | 101 | 46 | 35 | 20 | 3 | 1 | 4 | 10 | 40 | ||||||||||
| 185 | 14,5 | 94 | 45 | 30 | 19 | 3 | - | 3 | 10 | 30 | ||||||||||
| 190 | 14,0 | 91 | 36 | 20 | 35 | 3 | - | 3 | 10 | 30 | ||||||||||
| 195 | 12,5 | 81 | 52 | 29 | 2 | - | 2 | 10 | 20 | |||||||||||
| 200 | 12,0 | 78 | 65 | 13 | 2 | - | 2 | 10 | 20 | |||||||||||
| Итого | 1100 | 108 | 108 | 110 | 107 | 112 | 110 | 110 | 111 | 111 | 111 | 267 | ||||||||
Продолжение таблицы 2.13
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||||||||
| Девичьи туфли нарядные 650 | 230 | 29,5 | 192 | 93 | 92 | 7 | - | - | - | 3 | - | 3 | 3 | 9 | ||||
| 235 | 34,0 | 221 | 88 | 42 | 91 | - | - | - | 3 | 1 | 4 | 3 | 12 | |||||
| 240 | 36,5 | 237 | 50 | 96 | 91 | - | - | - | 3 | 1 | 4 | 3 | 12 | |||||
| Дошкольные открытые туфли нарядные 600 | 170 | 16,0 | 96 | 8 | 88 | - | - | - | 2 | - | 2 | 8 | 16 | |||||
| 175 | 15,5 | 93 | 11 | 82 | - | - | - | 2 | - | 2 | 8 | 16 | ||||||
| 180 | 15,5 | 93 | 14 | 79 | - | - | - | 2 | - | 2 | 8 | 16 | ||||||
| 185 | 14,5 | 87 | 87 | - | - | - | 1 | - | 1 | 8 | 8 | |||||||
| 190 | 14,0 | 84 | 84 | - | - | - | 1 | - | 1 | 8 | 8 | |||||||
| 195 | 12,5 | 75 | 75 | - | - | - | 1 | - | 1 | 8 | 8 | |||||||
| 200 | 12,0 | 72 | 72 | - | - | - | 1 | - | 1 | 8 | 8 | |||||||
| Итого | 1250 | 179 | 178 | 179 | 179 | 178 | 178 | 179 | - | - | - | 113 | ||||||
Разработка технологии раскроя материалов и расчет рабочей силы и оборудования на участке раскроя
Для раскроя деталей верха будут использоваться резаки с двухсторонней заточкой, высотой 19 мм.
В зависимости от используемых материалов и их назначения применяются различные системы совмещения деталей по площади материалов.
Основой выбора оптимального варианта совмещения деталей по площади материала и оценки экономичности модели обуви является показатель укладываемости, определяемый построением модельной шкалы.
Одноименные наружные детали верха в паре обуви должны быть одинаковыми по размерам, толщине, плотности и иметь ровную, одинаковую и прочную окраску и однородную мерею.
Оптимальная укладка моделей по площади принимается по данным построения модельной шкалы. Ее используют преимущественно при раскрое чепраков, яловки, полукожника, выростка, опойка, кож из свиных и конских шкур.
Ответственные детали на чепраке размещают так, чтобы образовалась примерно прямая линия к полам и вороткам для перехода к раскрою кожи на менее ответственные детали.
Укладывать модели следует как можно плотнее друг к другу и так, чтобы направление наименьшей тягучести деталей проходило вдоль следа обуви. Детали на чепраке кожи можно укладывать как в продольном, так и в поперечном направлении, а также под углом 55-60° к хребтовой линии.
Раскрой кож средних и больших размеров начинают от середины огузочной части или от порока, раскраивая чепрак по прямолинейно-поступательной системе совмещения деталей. Периферийные участки раскраивают, начиная от огузка по направлению к нижним лапам, далее – к полам и воротку. При этом целесообразно, чтобы раскрой чепрака заканчивался прямой линией, что обеспечивает минимальные дополнительные отходы при переходе к раскрою периферийных участков кожи.
Наиболее распространенной системой раскроя кож для верха обуви средних и больших размеров является прямолинейно-поступательная (система параллелограмма). При раскрое кож по прямолинейно-поступательной системе применяют следующие варианты совмещения деталей верха обуви (рис.2.8):
1) каждая следующая деталь повернута на 180º по отношению к предыдущей;
2) каждая следующая деталь расположена под углом 40-60º к предыдущей детали;
3) все детали одного ряда направлены в одну сторону;
4) все детали во всех рядах направлены в одну сторону;
5) несколько деталей комплекта совмещают с образованием гнезда, которое совмещают с другим гнездом по любому из перечисленных выше вариантов.
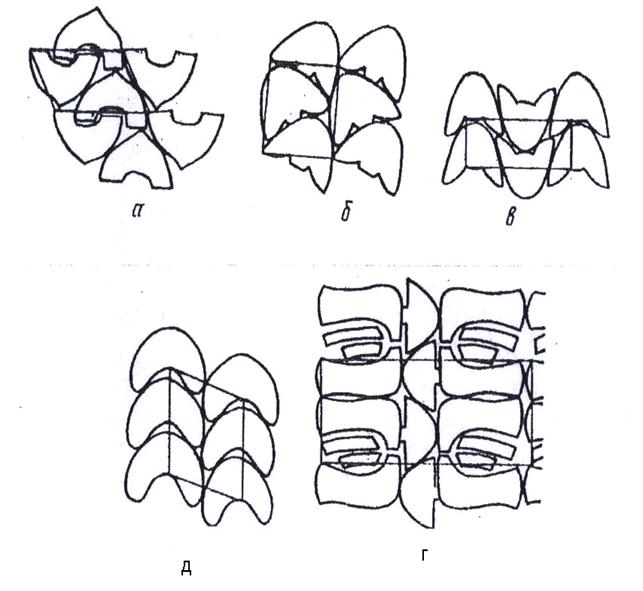
а - союзок с поворотом на 1800;
б - союзок с поворотом на 40-600;
в - союзок с различным направлением в двух смежных рядах;
г - союзок с одинаковым направлением во всех рядах;
д - деталей комплекта гнездом.
Рисунок 2.7 - Варианты совмещения деталей верха обуви
При раскрое материала на детали образуются отходы, величина которых должна быть минимальна.
Для раскроя кож по параллельно-поступательной системе при размещении деталей обуви должны соблюдаться следующие основные условия:
1) все детали должны быть расположены параллельно во всех рядах или через ряд;
2) величина межмодельных отходов должна быть наименьшей, а их форма при выкраивании каждой детали - постоянной;
3) каждая последующая деталь должна соприкасаться с предыдущей не менее чем в двух точках;
4) каждая выкраиваемая деталь второго продольного ряда должна касаться двух деталей первого ряда;
5) положение одной детали по отношению к прямой линии или к хребтовой должно быть строго установленным. Оно определяется касательной, проведенной в группе деталей, уложенных по системе.
Кожи на детали верха обуви можно раскраивать тремя методами: сквозным, выборочным и неполным сквозным.
При сквозном методе всю кожу раскраивает один рабочий. Метод повышает ответственность раскройщика за качество деталей, способствует увеличению выхода деталей основного кроя, и показателя использования площади кожи.
При выборочном методе один рабочий выкраивает наиболее ответственные детали основного кроя, а другой, менее квалифицированный, - менее ответственные детали основного кроя из оставшейся части кожи. Различная степень заинтересованности раскройщиков в результатах раскроя снижает показатель использования площади кожи и ухудшает качество деталей.
При неполном сквозном методе один рабочий выкраивает все детали основного кроя, оставляя для другого, менее квалифицированного, рабочего краевые участки кожи для выкраивания мелких вспомогательных деталей (подблочников, задних внутренних ремней, штаферок и др.). При таком методе раскроя несколько снижается показатель использования площади кожи, но в меньшей степени, чем при выборочном методе.
Стандартность размеров и формы и однородность физико – механических свойств по всей площади текстильных материалов, позволяют раскраивать их в виде многослойных настилов. Раскрой многослойных настилов производится сквозным методом, то есть одним рабочим.
Многослойные настилы текстильных материалов раскраивают на детали верха обуви по прямолинейно-поступательной системе совмещения деталей. При этом детали можно укладывать под непрямым и прямым углами. При выборе системы раскроя рулонных материалов необходимо учитывать удлинения в продольном и поперечном направлениях. При раскрое деталей межподкладки их располагают продольным направлением по основе материала, так как в этом направлении детали должны иметь наименьшую тягучесть, а детали подкладки – продольным направлением по утку материала, что позволяет увеличить их тягучесть и приблизить удлинение подкладки к удлинению кожи и тем самым предотвратить разрыв подкладки при обтяжке и затяжке заготовки на колодку.
При раскрое текстильных материалов важное значение имеет их ширина, так как по ширине необходимо уложить целое число совмещенных деталей без потерь в виде неиспользуемых полос.
При отсутствии ткани оптимальной ткани ширины обязательно комбинирование моделей по размеру, видам и назначению для полного использования материала по ширине.
Число слоев в настиле зависит от плотности материала, применяемого оборудования и допустимой неточности размеров выкраиваемых деталей.
Для облегчения процесса комплектования кроя рациональное число слоев в настиле должно быть кратным числу одноименных деталей, приходящихся на пару обуви, то есть двум или четырем. Термобязь кроят в 20 слоев, байка – 10 слоев, термотрикотаж – 20 слоев.
На рисунке (2.8) представлен пример раскроя многослойного настила.

а - под непрямым углом;
б - под прямым углом.
Рисунок 2.8 - Раскрой многослойного настила
Основным инструментом, применяемым для вырубания деталей верха и низа обуви на прессах, является резак. Резак представляет собой нож замкнутого контура, лезвие которого соответствует конфигурации и размерам вырубаемой детали.
Резак состоит из верхней тупой части, называемой обухом и нижней режущей, называемой лезвием.
Резаки для вырубания деталей верха обуви изготавливают из хладнокатаной профилированной полосовой стали марки У7, У8, предварительно термически обработанной и заточенной. Для раскроя деталей из натуральной кожи используют резаки высотой 19 мм и толщиной 2 мм, однолезвийные с острой режущей кромкой для вырубания на поливинилхлоридных плитах. Для многослойных настилов высота резака 32 мм, толщина 2 мм с острой заточкой режущей кромки.
В качестве основания для вырубания деталей верха обуви на прессах с помощью резаков используются синтетические плиты из поливинилхлорида, изготавливаемые литьем в форме или прессованием смесей на основе поливиниловых смол. Оптимальные размеры плит для вырубания деталей верха 500×350×300 мм.
Организация труда раскройщика значительно влияет на производительность труда, показатель использования площади материала и качество выкроенных деталей. Рабочее место должно быть организовано так, чтобы обеспечивались максимальное приближение к исполнителю мест расположения материалов, резаков и вырубленных деталей, комфорт и культура производства.
Справа от пресса прикреплен кронштейн для навешивания кож. Кронштейн необходимо располагать так, чтобы облегчить раскройщику отбор и перенос кожи на рабочий стол. Также справа расположен стол – тумба для хранения личных вещей раскройщика, также для кож, не раскраиваемых в течении смены и для неиспользуемого инструмента. На станину пресса навешана столешница с двумя отделениями для хранения мелких деталей и резаков. Столешница оборудована специальным желобом для укладывания свисающей части кожи.
При выборе места расположения резаков раскройщик должен учитывать их массу, размер и частоту смены. Ближе к раскройщику должны лежать те резаки, которыми он чаще пользуется.
При раскрое многослойных настилов возле пресса имеется стол для получения многослойного настила ткани.
Организация рабочего места раскройщика показана на рисунке 2.9


1- пресс;
2- столешница;
3-стол-тумба;
4- кронштейн для навешивания кож;
5- конвейер.
Рисунок 2.9 – Организация рабочего места раскройщика
Таблица 2.14 - Потребное количество рабочих и резаков при раскрое кож подкладочных и настилов
| Род и вид обуви | Смен-ный выпуск пар | Наименование детали | Материал детали | Отрасле-вые нормы выработ-ки | Расчет-ное кол-во рабочих | Раз-мер обуви | Размерный ассорти-мент | Количество комплектов | Коли-чество резаков в комплек-те | ||
| На 100 пар | На см зад | На раб. местах | Ре-зерв | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| Женские повседневные туфли
| 700 | Подкладка под союзку Карман для задника | Кожа подкладоч-ная свиная | 680 | 1,03 | 215 | 0,5 | 4 | 1 | - | 3 |
| 220 | 1,5 | 11 | 1 | - | 3 | ||||||
| 225 | 4,0 | 28 | 1 | - | 3 | ||||||
| 230 | 8,0 | 56 | 1 | - | 3 | ||||||
| 235 | 12,5 | 88 | 1 | - | 3 | ||||||
| 240 | 16,5 | 116 | 1 | - | 3 | ||||||
| 245 | 17,5 | 122 | 1 | - | 3 | ||||||
| 250 | 15,0 | 105 | 1 | - | 3 | ||||||
| 255 | 10,5 | 73 | 1 | - | 3 | ||||||
| 260 | 6,0 | 42 | 1 | - | 3 | ||||||
| 265 | 5,5 | 38 | 1 | - | 3 | ||||||
| Межподкладка под союзку | Термобязь | 7100 | 1,0 | 215 | 0,5 | 4 | 1 | - | 3 | ||
| 220 | 1,5 | 11 | 1 | - | 3 | ||||||
| 225 | 4,0 | 28 | 1 | - | 3 | ||||||
| 230 | 8,0 | 56 | 1 | - | 3 | ||||||
| 235 | 12,5 | 88 | 1 | - | 3 | ||||||
| 240 | 16,5 | 116 | 1 | - | 3 | ||||||
| 245 | 17,5 | 122 | 1 | - | 3 | ||||||
| 250 | 15,0 | 105 | 1 | - | 3 | ||||||
| 255 | 10,5 | 73 | 1 | - | 3 | ||||||
| 260 | 6,0 | 42 | 1 | - | 3 | ||||||
| 265 | 5,5 | 38 | 1 | - | 3 | ||||||
Продолжение таблицы 2.14
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| Школьные дорожные туфли для девочек | 850 | Вкладная стелька 1-й слой | Кожа подкладоч-ная свиная
| 2300 | 0,37 | 205 | 13,5 | 115 | 1 | - | 1 |
| 210 | 16,0 | 136 | 1 | - | 1 | ||||||
| 215 | 19,5 | 165 | 1 | - | 1 | ||||||
| 220 | 23,5 | 200 | 1 | - | 1 | ||||||
| 225 | 27,5 | 234 | 1 | - | 1 | ||||||
| Подошва 2-й слой | Термокорд | 13500 | 0,06 | 205 | 13,5 | 115 | 1 | - | 1 | ||
| 210 | 16,0 | 136 | 1 | - | 1 | ||||||
| 215 | 19,5 | 165 | 1 | - | 1 | ||||||
| 220 | 23,5 | 200 | 1 | - | 1 | ||||||
| 225 | 27,5 | 234 | 1 | - | 1 | ||||||
| Женские утепленные полуса-пожки
| 450 | Подкладка под: союзку, наружное голенище, внутреннее переднее голенище, внутреннее заднее голенище, 1слой вкладной стельки | Байка | 2400 | 0,19 | 220 | 0,5 | 2 | 1 | - | 5 |
| 225 | 1,5 | 7 | 1 | - | 5 | ||||||
| 230 | 4,0 | 18 | 1 | - | 5 | ||||||
| 235 | 8,0 | 36 | 1 | - | 5 | ||||||
| 240 | 12,5 | 56 | 1 | - | 5 | ||||||
| 245 | 16,5 | 74 | 1 | - | 5 | ||||||
| 250 | 17,5 | 79 | 1 | - | 5 | ||||||
| 255 | 15,0 | 67 | 1 | - | 5 | ||||||
| 260 | 10,5 | 47 | 1 | - | 5 | ||||||
| 265 | 6,0 | 27 | 1 | - | 5 | ||||||
| 270 | 5,5 | 25 | 1 | - | 5 | ||||||
| 275 | 2,5 | 12 | 1 | - | 5 |
Продолжение таблицы 2.14
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| Женские утепленные полуса-пожки
| 450 | Штаферка Клапан под молнию Карман для задника | Кожа подкладочная свиная | 780 | 0,58 | 220 | 0,5 | 2 | 1 | - | 3 |
| 225 | 1,5 | 7 | 1 | - | 3 | ||||||
| 230 | 4,0 | 18 | 1 | - | 3 | ||||||
| 235 | 8,0 | 36 | 1 | - | 3 | ||||||
| 240 | 12,5 | 56 | 1 | - | 3 | ||||||
| 245 | 16,5 | 74 | 1 | - | 3 | ||||||
| 250 | 17,5 | 79 | 1 | - | 3 | ||||||
| 255 | 15,0 | 67 | 1 | - | 3 | ||||||
| 260 | 10,5 | 47 | 1 | - | 3 | ||||||
| 265 | 6,0 | 27 | 1 | - | 3 | ||||||
| 270 | 5,5 | 25 | 1 | - | 3 | ||||||
| 275 | 2,5 | 12 | 1 | - | 3 | ||||||
| Межподкладка под союзку | Термотри-котаж | 13500 | 0,03 | 220 | 0,5 | 2 | 1 | - | 1 | ||
| 225 | 1,5 | 7 | 1 | - | 1 | ||||||
| 230 | 4,0 | 18 | 1 | - | 1 | ||||||
| 235 | 8,0 | 36 | 1 | - | 1 | ||||||
| 240 | 12,5 | 56 | 1 | - | 1 | ||||||
| 245 | 16,5 | 74 | 1 | - | 1 | ||||||
| 250 | 17,5 | 79 | 1 | - | 1 | ||||||
| 255 | 15,0 | 67 | 1 | - | 1 | ||||||
| 260 | 10,5 | 47 | 1 | - | 1 | ||||||
| 265 | 6,0 | 27 | 1 | - | 1 | ||||||
| 270 | 5,5 | 25 | 1 | - | 1 | ||||||
| 275 | 2,5 | 12 | 1 | - | 1 |
Продолжение таблицы 2.14
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| Женские утепленные полусапожки
| 450 | Межподкладка под: наружное голенище, внутреннее голенище | Термобязь | 8100 | 0,06 | 220 | 0,5 | 2 | 1 | - | 2 |
| 225 | 1,5 | 7 | 1 | - | 2 | ||||||
| 230 | 4,0 | 18 | 1 | - | 2 | ||||||
| 235 | 8,0 | 36 | 1 | - | 2 | ||||||
| 240 | 12,5 | 56 | 1 | - | 2 | ||||||
| 245 | 16,5 | 74 | 1 | - | 2 | ||||||
| 250 | 17,5 | 79 | 1 | - | 2 | ||||||
| 255 | 15,0 | 67 | 1 | - | 2 | ||||||
| 260 | 10,5 | 47 | 1 | - | 2 | ||||||
| 265 | 6,0 | 27 | 1 | - | 2 | ||||||
| 270 | 5,5 | 25 | 1 | - | 2 | ||||||
| 275 | 2,5 | 12 | 1 | - | 2 | ||||||
| Дошкольные утеплённые полусапожки | 650 | Подкладка под: союзку, наружное голенище, внутреннее голенище, 1слой вкладной стельки | Байка | 2800 | 0,23 | 170 | 16,0 | 104 | 1 | - | 4 |
| 175 | 15,5 | 101 | 1 | - | 4 | ||||||
| 180 | 15,5 | 101 | 1 | - | 4 | ||||||
| 185 | 14,5 | 94 | 1 | - | 4 | ||||||
| 190 | 14,0 | 91 | 1 | - | 4 | ||||||
| 195 | 12,5 | 81 | 1 | - | 4 | ||||||
| 200 | 12,0 | 78 | 1 | - | 4 | ||||||
|
|
| Карман для задника | Кожа подкладочная свиная | 1000 | 0,65 | 170 | 16,0 | 104 | 1 | - | 1 |
| 175 | 15,5 | 101 | 1 | - | 1 | ||||||
| 180 | 15,5 | 101 | 1 | - | 1 | ||||||
| 185 | 14,5 | 94 | 1 | - | 1 | ||||||
| 190 | 14,0 | 91 | 1 | - | 1 | ||||||
| 195 | 12,5 | 81 | 1 | - | 1 | ||||||
| 200 | 12,0 | 78 | 1 | - | 1 |
Продолжение таблицы 2.14
| Дошкольные утеплённые полусапожки | 650 | Межподкладка под союзку, задинку, наружное голенище, внутреннее переднее голенище, внутреннее заднее голенище | Термобязь | 6300 | 0,10 | 170 | 16,0 | 104 | 1 | - | 5 |
| 175 | 15,5 | 101 | 1 | - | 5 | ||||||
| 180 | 15,5 | 101 | 1 | - | 5 | ||||||
| 185 | 14,5 | 94 | 1 | - | 5 | ||||||
| 190 | 14,0 | 91 | 1 | - | 5 | ||||||
| 195 | 12,5 | 81 | 1 | - | 5 | ||||||
| 200 | 12,0 | 78 | 1 | - | 5 | ||||||
| Девичьи нарядные туфли
| 650 | Подкладка под союзку Подкладка под ЧПР Карман для задника Вкладная стелька | Кожа подкладочная свиная | 680 | 0,96 | 225 | 15,0 | 105 | 1 | - | 4 |
| 230 | 17,0 | 119 | 1 | - | 4 | ||||||
| 235 | 18,0 | 126 | 1 | - | 4 | ||||||
| 240 | 19,0 | 133 | 1 | - | 4 | ||||||
| 245 | 10,0 | 70 | 1 | - | 4 | ||||||
| 250 | 10,0 | 70 | 1 | - | 4 | ||||||
| 255 | 7,0 | 49 | 1 | - | 4 | ||||||
| 260 | 4,0 | 28 | 1 | - | 4 | ||||||
| Межподкладка под союзку Межподкладка под задинку | Термобязь | 8100 | 0,08 | 225 | 15,0 | 105 | 1 | - | 2 | ||
| 230 | 17,0 | 119 | 1 | - | 2 | ||||||
| 235 | 18,0 | 126 | 1 | - | 2 | ||||||
| 240 | 19,0 | 133 | 1 | - | 2 | ||||||
| 245 | 10,0 | 70 | 1 | - | 2 | ||||||
| 250 | 10,0 | 70 | 1 | - | 2 | ||||||
| 255 | 7,0 | 49 | 1 | - | 2 | ||||||
| 260 | 4,0 | 28 | 1 | - | 2 |
Продолжение таблицы 2.14
| Дошкольные нарядные открытые туфли | 600 | Подкладка под союзку Подкладка под ЗВР Подкладка под ЧПР Подкладка под задинку наружную Подкладка под задинку внутреннюю Стелька обтяжная | Кожа подкладочная свиная | 410 | 1,46 | 225 | 15,0 | 75 | 1 | - | 6 |
| 230 | 17,0 | 85 | 1 | - | 6 | ||||||
| 235 | 18,0 | 90 | 1 | - | 6 | ||||||
| 240 | 19,0 | 95 | 1 | - | 6 | ||||||
| 245 | 10,0 | 50 | 1 | - | 6 | ||||||
| 250 | 10,0 | 50 | 1 | - | 6 | ||||||
| 255 | 7,0 | 35 | 1 | - | 6 | ||||||
| 260 | 4,0 | 20 | 1 | - | 6 | ||||||
|
| Межподкладка под задинку Межподкладка под ВПР | Термобязь | 8100 | 0,07 | 225 | 15,0 | 75 | 1 | - | 2 | |
| 230 | 17,0 | 85 | 1 | - | 2 | ||||||
| 235 | 18,0 | 90 | 1 | - | 2 | ||||||
| 240 | 19,0 | 95 | 1 | - | 2 | ||||||
| 245 | 10,0 | 50 | 1 | - | 2 | ||||||
| 250 | 10,0 | 50 | 1 | - | 2 | ||||||
| 255 | 7,0 | 35 | 1 | - | 2 | ||||||
| 260 | 4,0 | 20 | 1 | - | 2 |
По результатам таблиц 2.13 и 2.14 приводим сводную таблицу потребности в рабочих и оборудовании для участка раскроя материалов 2.15.
Таблица 2.15- Потребное количество рабочих и оборудования для участка раскроя материалов
| Наименование операции | Характер работы | Разряд | Норма выработки пар в сме- ну | Прог-рамма в смену пар | Коли-чество рабочих
| Количество оборудования | Характеристика оборудования | |||||
| Действующего | резерв | всего | Наиме- нование | Завод изго-товитель | Габариты, мм | |||||||
| Длина | Ширина | |||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
| Раскрой первой комбинации: Туфли женские повседневные Школьные туфли дорожные для девочек | М | 6 | 78 94 | 700 850 | 9 | 9 | 1 | 10 | S120 ф. ATOM | Италия | 1130 | 910 |
| Раскрой второй комбинации: Женские утепленные полусапожки Дошкольные утеплённые полусапожки | М | 6 | 45 65 | 450 650 | 10 | 10 | 1 | 11 | S120 ф. ATOM | Италия | 1130 | 910 |
| Раскрой 3 комбинации: Девичьи туфли нарядные Дошкольные открытые туфли нарядные | М | 6 | 93 86 | 650 600 | 7 | 7 | - | 7 | S120 ф. ATOM | Италия | 1130 | 910 |
Продолжение таблицы 2.15
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
| Итого | 26 | 2 | 28 | S120 ф. ATOM | Италия | 1130 | 910 | |||||
| Контролер наружных деталей верха обуви | Р | 5 | 1300 | 3900 | 3 | 3 | - | 3 | Стол СТ-Б | Беларусь | 800 | 450 |
| Раскрой кожи подкладочной на детали подкладки: - женских повседневных туфель, - школьных дорожных туфель для девочек, - женских утепленных полусапожек, - дошкольных утеплённых полусапожек, - девичьих нарядных туфель, - дошкольных нарядных открытых туфель | М | 5 | 680 2300 780 1000 680 410 | 700 850 450 650 650 700 | 1,03 0,37 0,58 0,65 0,96 1,46 | 5 | 1 | 6 | S120 ф. ATOM | Италия | 1130 | 910 |
| Итого | 5,05 | 5 | 1 | 6 | S120 ф. ATOM | Италия | 1130 | 910 |
Продолжение таблицы 2.15
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | ||
| Раскрой термобязи на детали межподкладки: - женских повседневных туфель, - женских утепленных полусапожек, - дошкольных утеплённых полусапожек, - девичьих нарядных туфель, - дошкольных нарядных открытых туфель | М | 4 | 8100 8100 6300 8100 8100 | 700 850 450 650 650 | 1,0 0,06 0,10 0,08 0,07 |
1
|
-
|
1
|
HS588/3
|
Италия
|
2050
|
1620
 Мы поможем в написании ваших работ! |