Сварочная сплошная и порошковая проволока, прутки, порошки, неплавящиеся электроды
Сварочная проволока используется в качестве электродной проволоки и присадочной проволоки. Электродная проволока - сварочная проволока, используемая в качестве плавящегося электрода. Присадочная проволока - сварочная проволока, используемая как присадочный металл и не являющаяся электродом.
Сварочную проволоку получают горячей прокаткой и волочением. Если металл шва должен иметь высокую твердость, то присадочный металл плохо деформируется в горячем и холодном состояниях. В этом случае сварочную проволоку изготовляют литьем в виде присадочных прутков длиной до 1000 мм. Сварочную проволоку изготовляют сплошной или порошковой. Для электрошлаковой сварки наряду с проволочными электродами применяют пластинчатые электроды, изготовленные из ленты или листов.
Сварочная сплошная проволока.
Наиболее широкое применение в качестве электродного, присадочного и наплавочного материала находит сварочная сплошная проволока - стальная или из цветных металлов и сплавов. На основании многолетнего опыта разработаны государственные стандарты:
ГОСТ 2246-70 (в ред. 1987 г.). Проволока стальная сварочная.
ГОСТ 10543-98. Проволока стальная наплавочная.
ГОСТ 7871-75 (в ред. 1989 г.). Проволока сварочная из алюминия и алюминиевых сплавов.
ГОСТ 16130-90. Проволока и прутки из меди и сплавов на медной основе сварочные.
Кроме этого сварочные проволоки выпускают и поставляют по различным ведомственным техническим условиям.
|
|
|
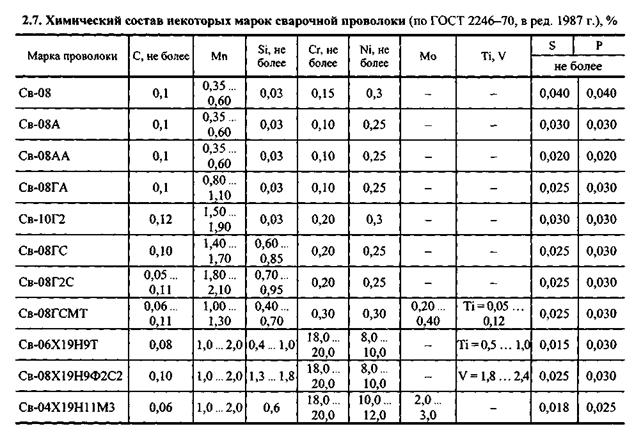
ГОСТ 2246-70 регламентирует химический состав 77 марок сварочной проволоки, используемых в качестве электродной, присадочной, наплавочной и для изготовления покрытых электродов для ручной дуговой сварки (табл. 2.7). Стандарт регламентирует только химический состав и размеры сварочной проволоки, так как механические свойства металла шва зависят от многих других факторов (доли участия основного металла, марки флюса, режима сварки и т.д.). Стандартом предусмотрены диаметры проволок (мм): 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0; 12,0. Стандарт распространяется на холоднотянутую сварочную проволоку из низкоуглеродистой, легированной и высоколегированной сталей.
По требованию потребителя проволока может изготовляться из стали, выплавленной электрошлаковым (Ш) или вакуумнодуговым (ВД) переплавом, или в вакуумноиндукционных печах (ВИ). При этом оговариваются дополнительные требования к металлу проволоки по содержанию вредных примесей и газов. По виду поверхности проволока выполняется омедненная (О) или неомедненная (без дополнительного обозначения).
Пример условного обозначения проволоки для сварки (наплавки) диаметром 1,2 мм, марки Св-08Г2С с омедненной поверхностью:
|
|
|
Проволока 1,2 Св-08Г2С-О ГОСТ 2246-70.
Пример условного обозначения проволоки, предназначенной для изготовления электродов из стали, выплавленной в вакуумноиндукционной печи, с омедненной поверхностью:
Проволока 2,5 Св-08ХГСМФА - ВИ - Э - О ГОСТ 2246-70.
Средний процент содержания углерода указан цифрой без буквенного обозначения в сотых долях процента сразу за символом "Св". При содержании элементов менее 2 % цифра не ставится. Более точное содержание элементов дано в стандарте. Повышенные требования к чистоте проволоки по вредным примесям (снижение содержания серы и фосфора на 0,01 % каждой ) отмечается в марке проволоки (только углеродистой и легированной) буквой А и АА, например Св-08А. Для высоколегированных проволок не допускается содержание серы и фосфора свыше 0,035 %. Проволока выпускается в кассетах, катушках и бухтах в герметической упаковке.





 Для механизированной электродуговой наплавки выпускают также горячекатаную и холоднокатаную проволоку из углеродистой, легированной и высоколегированной стали по ГОСТ 10543-98. Проволоки классифицируются по химическому составу.
Для механизированной электродуговой наплавки выпускают также горячекатаную и холоднокатаную проволоку из углеродистой, легированной и высоколегированной стали по ГОСТ 10543-98. Проволоки классифицируются по химическому составу.
Пример условного обозначения проволоки наплавочной аналогично сварочной:
|
|
|
Проволока 3 Нп - 30ХГСА ГОСТ 10543-98.
В ГОСТе приведено примерное назначение наплавляемых изделий.
Выпускаемая сварочная проволока из алюминия и алюминиевых сплавов регламентируется ГОСТом 7871-75 по химическому составу. ГОСТ предусматривает выпуск 14-ти марок тянутой и прессованной проволоки из алюминия (А1 более 99,5 %), алюминиево-марганцевого сплава (СвАМц), алюминиево-магниевых сплавов (СвАМгЗ, СвАМг4 и др.), алюминиево-кремнистых сплавов (СвАК5 и др.) диаметром 0,8 ... 2,5 мм.
Пример условного обозначения проволоки:
Проволока 2 СвАМц ГОСТ 7871-75.
ГОСТ 16130-90 "Проволока и прутки из меди и сплавов на медной основе сварочные" регламентирует химический состав, диаметры проволок (0,8 ... 8,0 мм) и прутков (6 и 8 мм). Этот стандарт содержит также рекомендации по применению проволок и прутков.
Сварочная порошковая проволока - сварочная проволока, состоящая из металлической оболочки, заполненной порошкообразными веществами (рис. 2.12). В состав смеси входят минералы, руды, ферросплавы и металлические порошки, предназначенные для газошлаковой защиты расплавленного металла, раскисления, легирования и стабилизации дугового разряда. По конструкции порошковые проволоки могут быть классифицированы на бесшовные (рис. 2.12, а) и шовные (рис. 2.12, б- д), с одним и двумя загибами (рис. 2.12, в, г), а также двухслойные (рис. 2.12, д).
|
|
|

Шовную порошковую проволоку изготовляют из ленты (рис. 2.13). Легко деформируемая лента из рулона 1 подается в специальное очистное устройство 2, откуда поступает в ролики 3, предварительно деформирующие из ленты желоб (сечение а-а). Дозатор 4 наполняет желоб шихтой, после чего лента попадает в ролики 5, в которых формируется собственно сечение проволоки (сечения б-б и в-в). Проходя через фильеры б, проволока деформируется до нужного диаметра (сечение в-в), проходит через волочильный барабан 7 и наматывается на кассету 8.
Бесшовные проволоки изготовляют из пластичной трубы, заполненной наполнителем, волочением. Ее можно получать малого диаметра (до 1 мм) и омеднять. Такая проволока негигроскопична. Отношение массы порошкового наполнителя проволоки к массе оболочки находится в пределах 15 ... 40 %. Чем больше это отношение, тем легче обеспечить качественную защиту расплавленного металла и легирование металла шва. По способу защиты порошковые проволоки делятся на самозащитные и используемые с дополнительной защитой зоны сварки газом или флюсом. Наиболее часто в качестве защитной среды употребляют углекислый газ и смесь аргона с углекислым газом. По составу сердечника порошковые проволоки делятся, так же как и электроды по виду покрытия, на рутил-органические, рутиловые, рутил-основные и основные. Порошковая проволока - универсальный сварочный материал, пригодный для сварки сталей практически любого легирования и для наплавки слоев с особыми свойствами. Порошковую проволоку выпускают диаметром 1 ... 3,2 мм. Для сварки во всех пространственных положениях используют в основном проволоки малых диаметров (чаще диаметром 1,2 мм).

 Прутки для наплавки.
Прутки для наплавки.
Для наплавки деталей работающих в условиях абразивного изнашивания с ударными нагрузками, а также при повышенных температурах в условиях коррозии и эрозии, выпускаются прутки, которые используются при дуговых способах сварки неплавящимся электродом и газовой сварке. ГОСТ 21449-75 (в ред. 1991 г.) предусматривает выпуск литых прутков диаметром 4, 5, 6 и 8 мм длиной 300 ... 500 мм пяти марок: 3 на основе железа - Пр-С27 (тип ПрН-У45Х28Н2СВМ), Пр-С1 (тип ПрН-У30Х28Н4СЗ), Пр-С2 (тип ПрН-У20Х17Н2) и 2 на основе кобальта - ПрВЗК (тип ПрН-У 10ХК63В5), Пр-ВЗК-Р (тип ПрН-У20ХК57В10).
Выпускают прутки и из других металлов и сплавов длиной до 1000 мм для использования их в качестве дополнительного присадочного металла при ручных дуговых способах сварки неплавящимися электродами и газовой сварке.
Дата добавления: 2018-04-15; просмотров: 1114; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!