Подготовка металлопроката, сварочных и лакокрасочных материалов
7.1 Прокат перед обработкой должен быть проверен на соответствие сопроводительной документации, очищен от влаги, снега, льда, масла и других загрязнений.
7.2 Допускается производить холодную правку проката. Предельные допустимые значения прогибов после холодной правки приведены в таблице 7.1.
Таблица 7.1
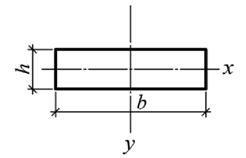
| Профиль | Эскиз | Прогиб относительно нейтральной оси | Предельный допускаемый прогиб, мм |
| Сталь листовая, универсальная, полосовая, квадрат |
| х-х | 
|
| у-у | 
| ||
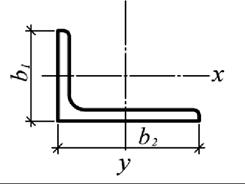
| Сталь угловая |
| х-х | 
|
| у-у | 
| ||
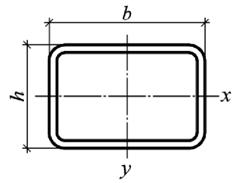
| Гнутосварные профили |
| х-х |
|
| у-у | 
| ||
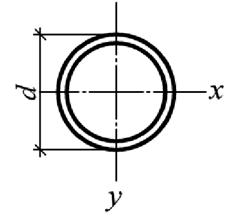
| Трубы, круг |
| х-х | 
|
| у-у |
| ||
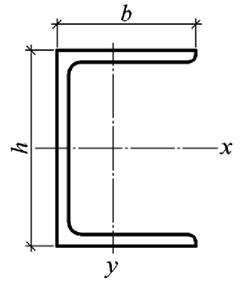
| Швеллеры |
| х-х |
|
| у-у | 
| ||
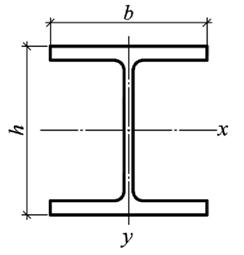
| Двутавры |
| х-х |
|
| у-у |
| ||
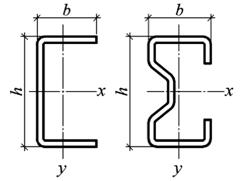
| Гнутый профиль из листа толщиной: |
| ||
|
| х-х | 
| |
| у-у |
| ||
|
| х-х | 
| |
| у-у |
| ||
| t < 2 мм | х-х |
| |
| у-у |
| ||
| Примечание - В настоящей таблице l - длина отрезка элемента с прогибом одного знака. | |||
 мм
мм мм
мм
7.3 Допускается правка стали местным нагревом пламенем газовых горелок, при этом температура зоны нагрева должна быть не более 800°С для горячекатаных и нормализованных сталей, а для термически улучшенных сталей - 700°С.
7.4 После правки прокат должен соответствовать следующим требованиям:
- быть без трещин и расслоений. Допускается наличие местных вмятин по толщине и ширине проката на глубину, не более удвоенного значения минусового допуска для данного вида проката, предусмотренного соответствующим НД на прокат, но во всех случаях не более 1 мм по толщине и 3 мм по габаритам сечения;
|
|
|
- несовпадение плоскости сечений профильного проката не должно превышать соответствующих допусков, установленных НД для конкретного вида проката;
- предельные прогибы профильного проката по всей длине элемента не должны превышать  мм, а прогибы местного искривления - 1 мм на длине 1,0 м;
мм, а прогибы местного искривления - 1 мм на длине 1,0 м;
- плоскостность листового проката должна соответствовать ГОСТ 19903.
7.5 Сварочная проволока должна быть очищена от ржавчины, жиров и других загрязнений до металлического блеска (за исключением омедненной), смотана в бухты, кассеты или намотана на катушки. Электроды и флюсы должны быть прокалены в соответствии с режимами, указанными в НД и паспортах для конкретного вида сварочного материала. Порошковая проволока должна быть очищена, прокалена и перемотана в бухты, кассеты или на катушки.
7.6 Если упаковка была повреждена или сварку выполняют при отрицательной температуре (независимо от условий хранения, транспортирования и состояния упаковки), электроды перед сваркой должны быть прокалены.
7.7 Подготовка лакокрасочных материалов к применению состоит из операций размешивания до получения однородной консистенции без осадка на дне тары, введения, при необходимости, в требуемом количестве отвердителей, сиккативов и других добавок, разбавления до рабочей вязкости и фильтрования.
|
|
|
7.8 Все операции по подготовке лакокрасочных материалов следует выполнять в помещении.
Температура лакокрасочного материала должна быть равной температуре воздуха в помещении (покрасочной камере), для чего материалы должны поступать не позднее чем за сутки до их применения. Температура в помещении должна быть не ниже 15°С.
7.9 Разведение лакокрасочных материалов до рабочей вязкости необходимо проводить растворителями. Рабочую вязкость лакокрасочных материалов определяют по ГОСТ 8420.
7.10 Подачу подготовленных к применению лакокрасочных материалов следует проводить в закрытой таре.
Дата добавления: 2021-01-21; просмотров: 80; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!