Принцип совмещения и постоянства баз
Основные понятия теории базирования
Базирование – придание заготовке или изделию требуемого положения относительно выбранной системы координат.
База – поверхность или сочетание поверхностей, ось, точка, принадлежащая заготовке или изделию и используемая для базирования.


Для полного исключения подвижности тела в пространстве необходимо лишить его шести степеней свободы: трех поступательных перемещений вдоль осей координат и трех вращений вокруг указанных осей.
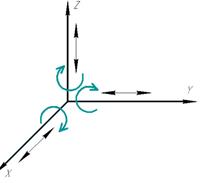
Задача лишения тела подвижности решается посредством наложения «связей».
Связь – это условие, ограничивающее перемещение тела. Связь осуществляется при помощи опорных точек, на которые устанавливается тело.
Опорная точка – это точка контакта поверхностей заготовки и приспособления, лишающая заготовку одной степени свободы.
Схема базирования призматической заготовки в пространстве

Правило шести точек.
Для полного базирования детали необходимо и достаточно создать в ней 6 опорных точек расположенных определенным образом относительно базовых поверхностей детали.
Для полного ориентирования заготовки в приспособлении необходим комплект из трех баз.
В зависимости от числа опорных точек, с которыми базы находятся в контакте, различают:
установочная база A, находится в контакте с тремя опорными точками и лишает тело трех степеней свободы (точки а1, а2, а3);
|
|
|
направляющая база B, находится в контакте с двумя опорными точками и лишает тело двух степеней свободы (точки в1, в2);
опорная база C , имеет контакт с одной опорной точкой (с1) и лишает тело одной степени свободы.
Полная и неполная схемы базирования
В зависимости от технологической задачи, решаемой при обработке заготовки, при ее базировании в приспособлении могут быть использованы одна или все три базы, содержащие три, четыре, пять или шесть опорных точек.
Неполные схемы базирования

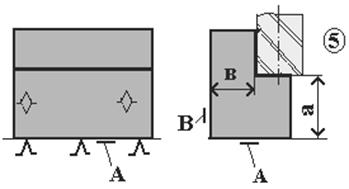
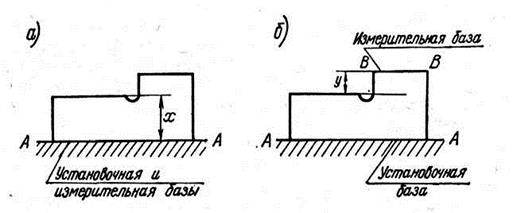
При обработке верхней плоскости заготовки для получения размера а необходимо обеспечить ориентирование ее на станке в направлении горизонтальных осей координат. Боковые поверхности заготовки теряют значение баз. Эти поверхности используют для закрепления.
При обработке паза в заготовке необходимо выдерживать два размера a и в . В этом случае необходимо ориентирование заготовки с помощью установочной базы - A и направляющей базы - B. Оставшиеся боковые поверхности заготовки теряют значение баз.
Полные схемы базирования


При обработке паза в заготовке необходимо выдерживать три размера а, б, с. В этом случае необходимо ориентирование заготовки с помощью установочной базы – A , направляющей базы – B и опорной базы – С.
|
|
|
При обработке цилиндра в центрах необходимо использовать комплект из трех баз
Двойная направляющая база лишает заготовку четырех степеней свободы, перемещений вдоль двух координатных осей и поворотов вокруг этих осей.
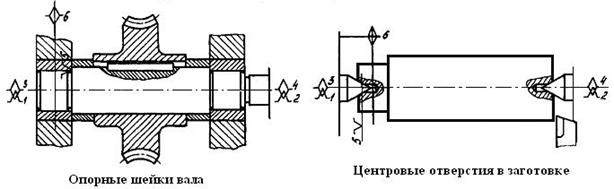
Двойная опорная база лишает заготовку двух степеней свободы, перемещений вдоль двух координатных осей.


Классификация баз.

Конструкторская база – база, используемая для определения положения детали или сборной единицы в изделии.
Основная база – это конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения ее положения в изделии.
Вспомогательная база – это конструкторская база, принадлежащая детали или сборочной единицы и используемая для определения положения присоединяемого к ним изделия.


А – основная база; В, С – вспомогательные базы
Технологическая база – база, используемая для определения положения заготовки или изделия при изготовлении и ремонте.
Условные обозначения опорной точки на видах сбоку (а) и сверху (б)

Схема базирования – схема расположения опорных точек на базах.
Измерительная база – база 1, используемая для определения относительного положения заготовки и средств измерения.
|
|
|

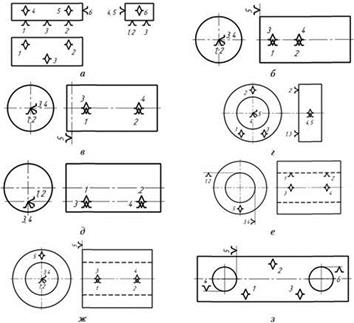
Распространенные схемы базирования заготовок в приспособлениях
Принцип совмещения и постоянства баз
Принцип совмещения и постоянства баз – состоит в том, что для выполнения всех операций обработки детали используют одну и ту же базу.
Если по характеру обработки это невозможно, то в качестве новой базы надо выбирать обработанную поверхность, которая определяется точными размерами по отношению к поверхностям, наиболее влияющим на работу детали в собранной машине.
Если базовая поверхность не является измерительной, производят проверочный расчет допуска на выдерживаемый размер и в случае необходимости делают пересчет допусков на размеры базовых поверхностей, т.е. прибегают к более жестким технологическим допускам на размеры этих поверхностей.



Дата добавления: 2021-02-10; просмотров: 426; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!