Оформление ведомости технологических документов
ВТД – это текстовый технологический документ специального назначения, в котором приводится реестр технологических документов входящих в комплект документов на ТП изготовления (ремонта) изделия, сборочной единицы изделия или детали (ТЛ, МК, ОК, КТП, ОК/ТК, КЭ, КК, ВТ, ТИ, технологические паспорта и т.п.). ВТД является унифицированным технологическим документом, который выполняют с вертикальным (форма 4 и 4а) или горизонтальным (форма 5 и 5а) расположением поля подшивки. Формы и правила оформления ВТД, применяемых при оформлении документации ТП изготовления (ремонта) изделий регламентированы ГОСТ 3.1122 – 84 «ЕСТД. Формы и правила оформления документов специального назначения. Ведомости технологические». На рис. 23 приведена форма первого или заглавного листа ВТД с вертикальным расположением поля пошивки. Графы ВТД следует заполнять в соответствии с таблицей 15.
Таблица 15
Сведения, носимые в отдельные графы ВТД
| Номер графы | Наименование (условное обозначение) графы | Содержание графы |
| 1 | 2 | 3 |
| 1 | - | Обозначение служебного символа и порядковый номер строки. Следует заполнять в одну строку |
| 2 | НПП | Номер по порядку |
| 3 | Обозначение ДСЕ | Обозначение сборочной единицы, детали, комплекта по конструкторскому документу или обозначение материала. В разделе «изделие» графу не заполняют |
| 4 | Наименование ДСЕ | Наименование детали, сборочной единицы, комплекта или материала. Допускается графу не заполнять |
| 5 | - | Графу не заполняют |
| 6 | Обозначение комплекта ТД | Обозначение комплекта технологических документов по ГОСТ 3.1201 – 85 |
| 7 | Наименование комплекта ТД | Наименование комплекта технологических документов |
| 8 | Листов | Общее количество листов в комплекте документов |
| 9 | Обозначение ТД | Обозначение технологического документа по ГОСТ 3.1201 – 85. В разделах «сборочные единицы», «детали», «комплекты» и «материалы» - обозначение технологических документов на перечисляемые в этих разделах составные части изделия и материалы |
| 10 | Условное. Обозначение | Условное обозначение вида документа по ГОСТ 3.1102 –81 |
| 11 | Лист | Порядковый номер листа документа, в котором содержится информация о детали или сборочной единице |
| 12 | Листов | Общее количество листов документа |
| 13 | Примечание | Графа для дополнительных сведений, порядок заполнения которых устанавливается отраслевыми нормативно-техническими документами (ОНТД) |
| 14 | - | Графа для дополнительных сведений, порядок заполнения которых устанавливается ОНТД |
| 15 | - | Графа для особых указаний. Порядок заполнения графы устанавливается ОНТД |
|
|
|

|
|
|
Рис. 23. Унифицированная форма ведомости
технологических документов (первый или заглавный лист)
с вертикальным расположением поля подшивки
Особенности оформления технологической документации
При обработке заготовок на многооперационных станках с ЧПУ
При разработке ТП на станки с ЧПУ приходится согласно ЕСТД оформлять дополнительные технологические документы, а именно: карту наладки инструмента (КН/П) и карту кодирования информации (ККИ).
Кроме того, по усмотрению разработчика могут применяться: карта заказа на разработку управляющей программы (КЗ/П) и ведомость обрабатываемых деталей (ВОД).
КН/П в соответствии с ГОСТ 3.1404 – 86 «ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием» (форма КН/П приведена на рис. 24) заполняют согласно таблице 16.
Таблица 16
Информация, вносимая в карту наладки инструмента
| Номер пункта поиска (номер графы) | Содержание информации |
| 32 | Номер позиции инструментальной наладки |
| 49 | Обозначение детали, программы оборудования и устройства ЧПУ |
| 50 | Номер перехода в технологической последовательности |
| 51 | Код, наименование вспомогательного и режущего инструмента, применяемого на данном переходе |
| 52 | Наладочные размеры опорных точек |
| 53 | Корректируемые размеры с предельными инструментами |
| 54 | Номер корректора (графу допускается не заполнять) |
|
|
|
КН/П состоит из текстовой части карты наладки инструмента (форма карты приведена на рис. 24) и графической части – карты эскизов (см. рис.14).
В графической части на карте эскизов изображают эскизы заготовки после обработки на каждом установе, схему базирования и закрепления заготовки на станке, указывают размеры и шероховатость обрабатываемых поверхностей (см. рис. 15) и схему размещения и траекторию движения инструмента(ов) приведённую на рис. 25. На схеме также указывают взаимное расположение нулевых точек станка и заготовки.
Схему движения инструмента(ов) вычерчивают в масштабе 10:1 или 5:1. Сплошными линиями указывают рабочие движения, а штриховыми линиями холостые ходы. Последовательно расположенные опорные точки, в которых происходит изменение направления движения инструмента или режимов резания, обозначают арабскими цифрами с числовым индексом. Цифра соответствует номеру опорной точки, а индекс – номеру инструмента в резцовой головке. Опорные точки, в которых происходят изменения направления движения инструмента, называют геометрическими опорными точками, а точки, в которых изменяется режим резания – технологическими.
|
|
|
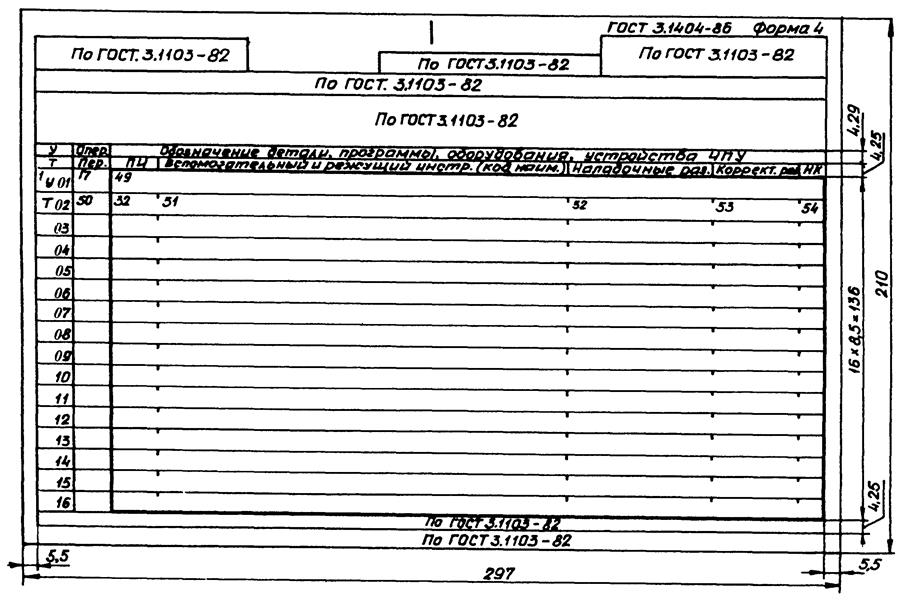
Рис. 24. Форма карты наладки инструмента
Если в обработке заготовки участвуют от одного до трёх инструментов при небольшом количестве опорных точек, то допускается вычерчивать общую схему для всех инструментов.

Рис. 25. Траектория перемещения инструментов при токарной
обработке:
а – схема обработки; б – траектория перемещения чернового резца;
в – траектория перемещения чистового резца (цифрами показана
последовательность выполнения переходов)
На схеме резания инструментов отмечают координаты положения вершины инструментов по осям z и x и порядок расположения инструментов в резцовой головке. В табличной части приводятся сведения по исходной заготовке, инструменту, оснастке: указывают материал и основные размеры исходной заготовки; шифр и материал режущей части инструмента; номер корректора, закреплённого за инструментом; наименование и шифр оснастки. Для каждого установа заготовки приводят численные значения координат вершин инструментов по осям z и x и наладочные размеры. Сведения о применяемом режущем инструменте записывают в строгой последовательности вступления инструмента в работу.
Кроме указанных сведений, в карту наладки включают наименование и номер чертежа детали, модель и номер станка, номер программы.
КН/П должна содержать все сведения, необходимые при наладке станка на конкретную операцию.
По КН/П производится установка заготовки на станке и режущих инструментов в резцовой головке или магазине, устанавливается порядок смены инструмента вручную (при необходимости) и изменения положения заготовки.
ККИ, рис. 26, заполняют в соответствии с ГОСТ 3.1103 – 82 «ЕСТД. Основные надписи» согласно таблице 17.
Таблица 17
Информация, вносимая в карту кодирования информации
| Номер пункта поиска (номер графы) | Содержание информации |
| 13 | Графа для особых указаний. Порядок и обязательность заполнение графы устанавливаются отраслевыми нормативно-техническими документами (НТД) |
| 43 | Наименование и/или модель оборудования и вид устройства ЧПУ |
| 55 | Данные по кодированию информации или содержание кадра |
| 56 | Содержание перехода в краткой форме. Допускается: указывать данные по применяемому режущему инструменту или не заполнять графу |
Для создания управляющей программы (УП) работы станка с ЧПУ необходимо построить траекторию движения инструментов и рассчитать координаты опорных точек траектории. Всю полученную информацию,
геометрические и технологические параметры, а также необходимые команды по управлению рабочим циклом станка следует определённым образом записать в ККИ.
На заключительном этапе полученные данные в установленном коде записывают на программоноситель с помощью специальных устройств. УП перед использованием в производственных условиях проверяют и при необходимости корректируют.
Для разработки управляющей программы технолог заполняет КЗ/П на разработку управляющей программы, приведённой на рис. 27.
Графы КЗ/П для станка с ЧПУ, представленной на рис. 27, заполняют согласно таблице 18.
Таблица 18
Информация, вносимая в КЗ/П для станка с ЧПУ
| Номер пункта поиска (номер графы) | Содержание информации |
| 40 | Наименование операции |
| 43 | Краткое наименование и/или модель станка и вид устройства ЧПУ |
| 57 | Дата разработки управляющей программы |
| 58 | Дата окончания работ по разработке управляющей программы |
| 59 | Количество деталей в партии |
| 60 | Количество запусков изготовления партий деталей в год |
| 61 | Тираж программы |
| 62 | Данные по разработке управляющей программы. Текст излагается в свободной форме. Допускается разрабатывать эскиз детали с указанием исходных размеров и данных по базированию |

Рис. 26. Бланк карты кодирования информации

Рис. 27. Форма бланка карты заказа на разработку управляющей
программы
ВОД на станке с ЧПУ (рис. 28) заполняют в соответствии с ГОСТ 3.1404 – 86 «ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием» согласно таблице 19.
Таблица 19
Информация, вносимая в ВОД на станке с ЧПУ
| Номер пункта поиска (номер графы) | Содержание информации |
| 17 | Номер операции в технологической последовательности изготовления детали (включая контроль и перемещение) |
| 27 | Объём производственной партии |
| 29 | Норма подготовительно-заключительного времени на операцию |
| 30 | Норма штучного времени на операцию |
| 57 | Дата разработки УП |
| 58 | Дата окончания работ по разработке УП |
| 63 | Порядковые номера деталей, обрабатываемых на одном станке с ЧПУ |
| 64 | Обозначение заказа на изготовление деталей (допускается не заполнять) |
| 65 | Обозначение детали по чертежу |
| 66 | Наименование детали по чертежу |
| 67 | Обозначение карты заказа на разработку УП в соответствии с порядком, установленным в отрасли |
| 68 | Обозначение управляющей программы в соответствии с порядком, установленным в отрасли |
| 69 | Фамилия ответственного лица, участвующего в разработке и выпуске УП |
| 70 | Подпись ответственного лица, участвующего в разработке и выпуске УП |
На рис. 29 приведён пример заполнения ОК при обработке деталей на металлорежущих станках с ЧПУ.
Следует отметить, что при механической обработке заготовок на металлорежущих станках с ЧПУ, которые имеют встроенную в станок ЭВМ с автоматизированной системой подготовки УП, в ряде случаев (чаще всего в условиях единичного и/или мелкосерийного типов производства) технологическую документацию разрабатывают в усечённом варианте.
Технолог разрабатывает только маршрутную технологию (оформляет маршрутные карты), а всю прочую ТПП осуществляет высоко-квалифицированный наладчик станков с ЧПУ. При этом наладчик получает на руки чертёж заготовки (детали) с проставленными размерами (с допуском на обработку) и шероховатостью поверхности и, на основании этого документа на ЭВМ встроенной в станок с ЧПУ, с автоматизированной системой подготовки управляющих программ, разрабатывает управляющую программу и прочую технологическую документацию.
Все документы ТПП, разработанные согласно ЕСТД, ЕСТПП, СРПП, ЕССАСУ, СМК хранятся в памяти ЭВМ станка (или на автономных машинных носителях).
Оформление КЗ/П, ККИ, КН/П и ВОД, на бумажном носителе как правило не производят.

Рис. 28. Форма бланка ведомости обрабатываемых деталей на станке с ЧПУ
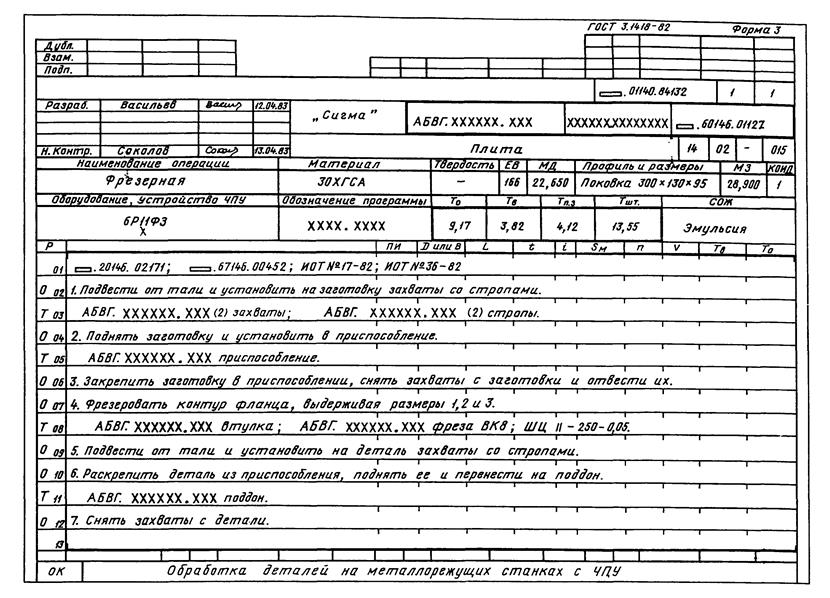
Рис. 29. Пример оформления операционной карты при обработке деталей
на металлорежущих станках с ЧПУ
ЗАКЛЮЧЕНИЕ
Рационально построенные и грамотно оформленные технологические процессыдолжны совмещать выполнение технических, экономических и организационных задач, решаемых в конкретных производственных условиях, то есть они должны обеспечивать выполнение всех требований к качеству изделий, предусмотренных конструкторской документацией, при наименьших затратах труда, в количестве заданном программой выпуска изделий и в сроки, установленные календарным планированием. Технологические процессы должны быть оформлены в соответствии с ЕСКД и ЕСТД.
Настоящие методические указания должны помочь студенту грамотно оформлять технологическую документацию технологического процесса, что в дальнейшем будет являться одной из сторон его профессиональной компетентности при выполнении им после окончания вуза обязанностей технолога-машиностроителя.
Дата добавления: 2021-02-10; просмотров: 192; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!