Оформление операционной карты
Структура построения ОК, выполненная согласно ГОСТ 3.1404 – 86 «ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием», идентична структуре МК.
ОК выполняют на бланках формы 1 (рис. 11 и рис.12) и 1а, 2 и 2а, 3 и 3а.
Запись информации в ОК выполняют с привязкой к соответствующим служебным символам.
Указание единиц величин следует выполнять в заголовках или подзаголовках соответствующих граф.
Допускается указывать единицы величины параметров технологических режимов после их числовых значений, например, 40 мм; 0,2 мм/об; 36 м/мин.
Указание данных по технологическим режимам следует выполнять после записи состава применяемой технологической оснастки.
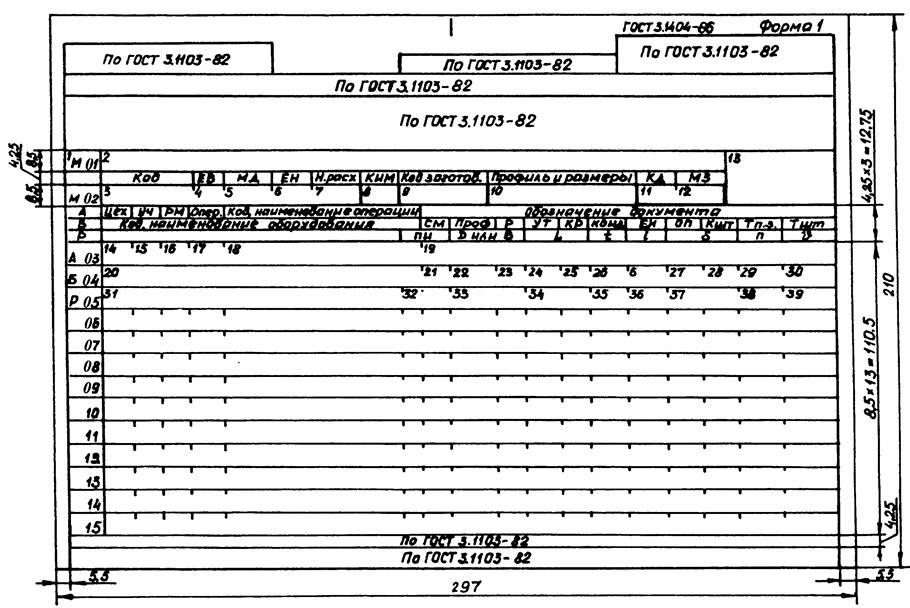
Рис. 10. Карта технологического процесса
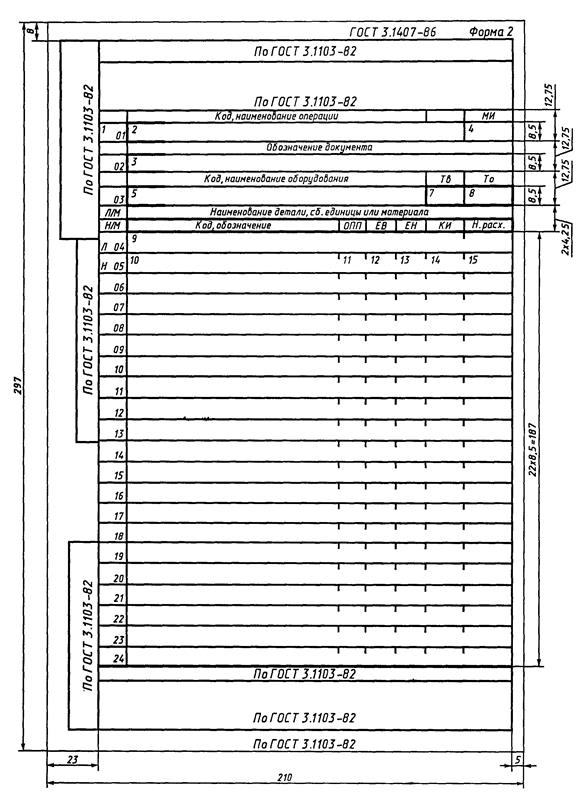
Рис. 11. Операционная карта форма 2 с вертикальным
расположением поля подшивки (первый заглавный лист)
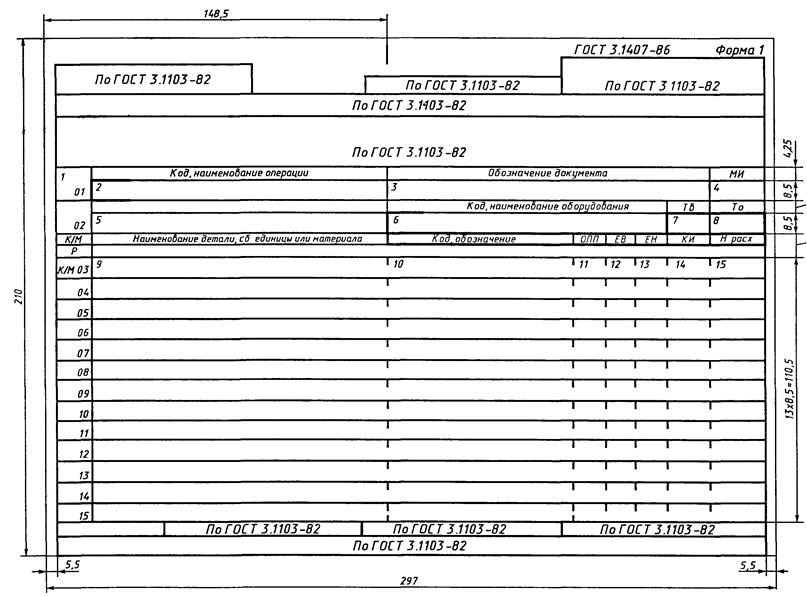
Рис. 12. Операционная карта форма 1 с горизонтальным расположением поля подшивки
(первый или заглавный лист)
При указании данных по технологической оснастке информацию следует записывать в следующей последовательности:
приспособления;
вспомогательный инструмент;
режущий инструмент;
средства измерения.
В целях разделения информации по группам технологической оснастки и поиска необходимой информации допускается перед указанием состава применять условное обозначение видов:
приспособлений – «ПР»;
вспомогательного инструмента – «ВИ»;
режущего инструмента – «РИ»;
средств измерений – «СИ».
Например, СИ. АВВХХХ. Пробка ø 24Р7-пр.
При описании содержания переходов необходимо указывать данные по То и Тв. Это следует выполнять на уровне строки, где заканчивается описание содержание перехода под служебным символом «О».
Большинство граф ОК карты соответствует аналогичным графам МК.
Информацию по дополнительным графам следует вносить в соответствии с рис. 13 и таблицы 9.
Таблица 9
Информация по дополнительным графам операционной карты
| Номер пункта поиска | Наименование (условное обозначение графы) | Содержание информации |
| 1 | - | Графы для записи содержания перехода информации по оснастке, режущему и измерительному инструменту |
| 2 | ПИ | Номер позиции инструментальной наладки. Графа заполняется для станков с ЧПУ. |
| 3 | То | Норма основного времени на операцию, мин |
| 4 | Д или В | Расчётный размер обрабатываемого диаметра (ширины) детали. Данные по «Д» или «В» указываются с учётом величины врезания и перебега |
| 5 | Тв | Норма вспомогательного времени на операцию, мин |
| 6 | L | Расчётный размер длины рабочего хода с учётом величины врезания и перебега |
| 7 | T | Глубина резания |
| 8 | I | Число рабочих ходов |
| 9 | S | Подача |
| 10 | N | Частота вращения шпинделя |
| 11 | V | Скорость резания |
| 12 | - | Номер операции |
| 13 | СОЖ | Информация по применяемой смазочно-охлаждающей жидкости |
Запись содержания перехода может быть выполнена полная или краткая (регламентируется локальным нормативным документом, а именно; приказом главного инженера или технического директора организации).
Полную запись делают путём перечисления всех выдерживаемых на данной операции размеров. Сокращенная запись используется при ссылке на условное обозначение конструктивного элемента обрабатываемого изделия. Данная запись выполняется при достаточной графической информации. Для промежуточных переходов, не имеющих графических иллюстраций, в содержании следует указывать исполнительные размеры с их предельными отклонениями и при необходимости шероховатость обработанной поверхности и другие технические требования.
Например, Точить поверхность 3, выдерживая d=40-0,34 и l=100  0,4.
0,4.
Переходы (основные и вспомогательные) нумеруются арабскими цифрами 1, 2, 3…и т.д.
В общем случае в содержание перехода включается:
- ключевое слово, характеризующее метод обработки, выраженное глаголом в неопределённой форме (см. табл. 10);
- наименование (существенное в винительном падеже) обрабатываемой поверхности, конструктивных элементов или предметов производства. Например, «отверстие», «фаску», «канавку» и т.п.;
- информация о размерах обработки резанием или их условных обозначениях, приведённых на операционных эскизах и указанных там арабскими цифрами в окружности диаметром 6…8 мм (табл. 10);
- дополнительная информация, характеризующая количество одновременно и последовательно обрабатываемых поверхностей, характер обработки, например, «предварительно», «последовательно», «по копиру».
Параметры шероховатости обрабатываемой поверхности указывают только обозначениями на операционном эскизе.
Таблица 10
Ключевые слова технологических переходов
| Ключевое слово при обработке резанием | Ключевое слово при слесарных работах |
| 1 | 2 |
| Вальцевать | Балансировать |
| Врезаться | Базировать |
| Галтовать | Завить |
| Гравировать | Гравировать |
| Довести | Гнуть |
| Долбить | Застегнуть |
| Закруглить | Зачистить |
| Заточить | Запрессовать |
| Затыловать | Калибровать |
| Зенкеровать | Зенковать |
| Зенковать | Навить |
| Навить (на станке)накатать | Застопорить |
| Нарезать | Нарезать |
| Обкатать | Кернить |
| 1 | 2 |
| Опилить | Опилить |
| Отрезать | Отрезать |
| Подрезать | Править |
| Полировать | Клепать |
| Притереть | Полировать |
| Приработать | Притереть |
| Протянуть | Разрезать |
| Развернуть | Контрить |
| Развальцевать | Маркировать |
| Раскатать | Развернуть |
| Рассверлить | Развальцевать |
| Расточить | Нанести |
| Сверлить | Отрубить |
| Строгать | Очистить |
| Суперфинишировать | Сверлить |
| Точить | Пломбировать |
| Хонинговать | Разместить |
| Шевинговать | Развинтить |
| Шлифовать | Распрессовать |
| Цековать | Расплинтовать |
| Центровать | Разобрать |
| Фрезеровать | Распломбировать |
| Выверить | Расштифтовать |
| Закрепить | Центровать |
| Настроить | Свинтить |
| Переустановить | Склеить |
| Переустановить и закрепить | Собрать |
| Переустановить, выверить и закрепить | Шабрить |
| Переместить | Шплинтовать |
| Поджать | Штифтовать |
| Проверить | Довести |
| Смазать | Закрепить |
| Снять | Смазать |
| Установить | Снять |
| Установить и выверить | Установить |
| Установить и закрепить | |
| Установить, выверить и закрепить |

Рис. 13. Пример заполнения операционной карты
Оформление карты эскизов
КЭ – это основной графический документ, общего назначения, дающий наглядную информацию о выполняемой технологической операции и содержащий эскизы, схемы и таблицы для пояснения выполнения ТП, операции или перехода изготовления (ремонта) изделия, включая контроль и перемещение. Согласно ГОСТ 3.1105 – 84 «ЕСТД. Формы и правила оформления документов общего назначения» предусмотрено несколько форм КЭ (формы 6, 6а, 7, 7а, 8 и 8а) приведённых на рис.14.
Эскизы на КЭ следует выполнять с соблюдением или без соблюдения масштаба, но с соблюдением пропорций. При разработке технологической операции следует помнить, что сначала разрабатывается и полностью оформляется эскиз на КЭ, и только потом заполняется текстовая ОК.
На каждом эскизе необходимо показать:
- заготовку в рабочем положении, причём её контур изображается в таком виде, в каком она получается в конце данной операции или установа. Если операция выполняется за несколько установов, то эскиз оформляется на каждый установ отдельно. В этом случае каждому эскизу присваивается номер операции и через черточку номер вспомогательного перехода на перезакрепление заготовки. Например, 020-1, 065-2 и т.п.;
- поверхности, обрабатываемые на данной операции, выделяются
утолщёнными чёрными линиями;
- условные обозначения опор, зажимов, установочных устройств,
выполняются согласно ГОСТ 3.1107 – 81 «ЕСТД. Опоры, зажимы и установочные устройства. Графические обозначения»;
- размеры, получаемые на данной операции с указанием допусков (технологических допусков «в тело заготовки») и шероховатости поверхности. При этом необходимо учесть, что на эскизе проставляются только те размеры, которые обеспечиваются на данной операции. Проставлять размеры следует таким образом, чтобы не появилась необходимость перерасчёта номинальных значений и допусков на них, то есть простановка размера должна учитывать способ его получения (технологическая база должна быть совмещена с измерительной базой);
- габаритные размеры заготовки могут быть указаны в качестве
справочных данных (выделяются звёздочкой);
- режущий инструмент показывается по мере необходимости,
предпочтительно в конце рабочего хода (если инструмент затемняет эскиз, то его можно изобразить отведённым от заготовки).
На рис. 15 представлен пример оформления КЭ.
Нумерация обрабатываемых поверхностей либо размеров, проставляемая в кружочках либо без таковых, начинается с цифры 1.
Последовательность простановки размеров рекомендуется вести по ходу часовой стрелки.
Нумерация обрабатываемых поверхностей относится только к конкретной рассматриваемой операции (установу). На последующих операциях (установах) нумерация обрабатываемых поверхностей опять начинается с цифры 1.
Следует иметь в виду, что одна и та же поверхность на разных операциях (установах) может иметь различный номер.
При заполнении основной надписи на КЭ (в верхней части) необходимо помнить, что средняя графа, состоящая из трёх граф, обведённых жирной линией, не заполняется.
Следует отметить, что эскизы наладок оформляют на бланках предусмотренных ГОСТ 3.1105 – 84 «ЕСТД. Формы и правила оформления документов общего назначения» (формы 6, 6а, 7, 7а, 8 и 8а) приведённых на рис. 14.
На эскизе наладки с надписями, выполненными по ГОСТ 3.1103 – 82 «ЕСТД. Основные надписи» показывают всё тоже, что и на КЭ, и плюс дополнительную информацию, а именно:
- теоретическую схему базирования заготовки оформляют согласно
ГОСТ 3.1107–81 «ЕСТД. Опоры, зажимы и установочные
устройства. Графические обозначения», при этом опорные точки
рекомендуется выполнять цветными, чтобы отличить их
от условных знаков опор, зажимов, приспособления;
- режущий инструмент показывают в «нулевой» точке;
- траекторию движения инструмента (по мере необходимости);
- таблицу с режимами резания выполняют в произвольной форме;
- элементы конструкции станочного приспособления выполняют
по мере необходимости;
- над каждым эскизом наладки указывают наименование и номер
операции согласно МК.

Рис.14. Формы карты эскизов.

Рис. 15. Пример выполнения операционного эскиза
Дата добавления: 2021-02-10; просмотров: 882; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!