Неисправности машин постоянного тока и способы их устранения
РЕМОНТ ЭЛЕКТРИЧЕСКИХ МАШИН
При текущем ремонте электрических машин выполняют следующие работы:
проверку степени нагрева корпуса и подшипников, равномерности воздушного зазора между статором и ротором, отсутствия ненормальных шумов в работе электродвигателя;
чистку и обдувку электродвигателя без его разборки, подтяжку контактных соединений у клеммных щитков и присоединении проводов, зачистку колец и коллекторов, регулирование и крепление траверсы щеткодержателя, восстановление изоляции у выводных концов, смену электрощеток;
смену и долив масла в подшипники.
При необходимости производят:
полную разборку электродвигателя с устранением повреждений отдельных мест обмотки без ее замены;
промывку узлов и деталей электродвигателя; замену неисправных пазовых клиньев и изоляционных втулок, мойку, пропитку и сушку обмотки электродвигателя, покрытие обмотки покрывным лаком, проверку крепления вентилятора и его ремонт, проточку шеек вала ротора и ремонт беличьей клетки (в случае необходимости), смену фланцевых прокладок; замену изношенных подшипников качения;
промывку подшипников скольжения и при необходимости их перезаливки, при необходимости заварку и проточку крышек электродвигателя, частичную пропайку петушков; проточку и шлифование колец; ремонт щеточного механизма и коллектора; проточку коллектора и его продороживание; сборку и проверку работы электродвигателя на холостом ходу и под нагрузкой.
|
|
|
При капитальном ремонте производят следующие работы: полную или частичную замену обмотки; правку, протирку шеек или замену вала ротора; переборку колец или коллектора; балансировку ротора; замену вентилятора и фланцев; полную пропайку петушков; чистку, сборку и окраску электродвигателя и испытание его под нагрузкой.
Определение состояния деталей и назначение вида ремонта. Дефектацию производят до разборки, в процессе разборки и после разборки. Дефектационные операции, выполняемые до разборки: внешний осмотр; ознакомление с дефектами по документации; предремонтные испытания на режиме холостого хода, если это возможно.
До включения в сеть проверяют состояние вала, подшипниковых щитов, подшипников, отсутствие задевания ротора за статор, наличие смазки, целостность фаз; состояние выводных концов и клеммного щитка; сопротивление изоляции обмоток.
При удовлетворительных результатах испытаний включают электродвигатель на 30 мин под напряжение, замеряют пофазно силы тока холостого хода, проверяют шумы электродвигателя, работу коллектора, нагрев подшипников, величину вибрации и др.
В контрольно-дефектационные операции, проводимые в процессе разборки, входят: измерение величины воздушных зазоров между железом статора и ротора (якоря) в четырех точках, отстоящих друг от друга на 90°; измерение разбега вала в подшипниках скольжения; определение зазоров в подшипниках скольжения и качения; выявление неисправности других деталей.
|
|
|
В процессе разборки нельзя допускать повреждений или поломки разбираемых отдельных узлов и деталей или частей электрических машин. Детали, сопряженные между собой с натягом, снимают универсальными съемниками. Рабочие и посадочные поверхности узлов и деталей разбираемых электрических машин предохраняют от повреждений.
Снятые годные метизы, пружинные кольца, шпонки и другие мелкие детали сохраняют для повторного использования.
Разобранные узлы и детали помещают в технологическую тару или на стеллажи.
Рабочее место разборщика оснащают столом или верстаком и специальным инструментом и приспособлениями.
Устройство для снятия подшипников с вала ротора размещают вблизи рабочих мест разборщиков.
При разборке электродвигателей можно пользоваться специальной подставкой для ног. Стенд, оснащенный подъемником, поворотным столом и конвейером (пластинчатым, тележечным и т. п.), обеспечивает полную разборку электродвигателей высотой оси вращения более 100 мм.
|
|
|
Для подъема изделий в сборе, узлов и деталей, масса которых превышает 20 кг, следует использовать подъемно-транспортные механизмы и приспособления.
Захват узлов и деталей за рабочие поверхности не допускается.
Подъемно-транспортное оборудование должно иметь плавную скорость подъема и опускания, а грузоподъемность должна быть не менее 1т.
Приспособления, используемые для съема подшипников с вала ротора и для выема ротора из расточки статора, должны обеспечивать предохранение рабочих поверхностей от повреждений.
Используемый при разборке инструмент не должен иметь зазубрин, заусенцев и других дефектов на рабочей поверхности и соответствовать требованиям техники безопасности.
Производственная тара должна вмещать все разобранные узлы и детали и соответствовать требованиям промышленной санитарии.
Технологический процесс разборки состоит из следующих операций: подготовительных, непосредственно разборки и контроля.
Выбор способа разборки зависит от технических и организационных возможностей производства.
Операции технологического процесса производят в помещении с температурой 20 ± 5°С и относительной влажностью не более 80 %. При подготовительных операциях устанавливают контейнер с электродвигателями на подставку, а электродвигатель — на стол разборщика или передаточную тележку разборочного стенда.
|
|
|
У двигателей закрытого исполнения отвертывают болты, крепящие кожух наружного вентилятора, и снимают его; отвертывают крепежные детали, крепящие вентилятор, и снимают его; в случае крепления вентилятора пружинным кольцом, предварительно снимают его специальным инструментом.
У двигателей с фазным ротором: отсоединяют соединительные провода, освобождают крепления, снимают кожух контактных колец, вынимают щетки; в случае ремонта обмоток ротора отпаивают соединительные хомутики от выводных концов; снимают отвододержатель и съемником контактные кольца с вала ротора.
Отвертывают болты, крепящие наружные крышки подшипников и снимают последние. При наличии между подшипниковой крышкой и подшипником пружинных колец, последние должны быть сохранены. Снимают пружинное кольцо, крепящее подшипник (при наличии). Отвертывают крепежные детали, крепящие подшипниковые щиты, крышку и панель (колодку) выводов, и снимают последние. Уплотнения, предусмотренные конструкцией в коробке выводов, сохраняют. При разборке электродвигателей на рабочем месте разборщика подготовительные операции производят здесь же.
Передний (со стороны рабочего конца вала) подшипниковый щит выводят из заточки станины с помощью рычага, вводимого в просвет между ушками подшипникового щита и станины, либо отжимных болтов. Отжим следует производить равномерно, пока щит полностью не выйдет из центрирующей заточки.
Допускается вывод подшипникового щита из заточки станины производить с помощью легких ударов молотка по выколотке из мягкого металла или пневмомолотка по торцам ушек подшипникового щита.
При выводе переднего подшипникового щита из заточки необходимо поддерживать вал вручную или подкладками, не допуская удара ротора о статор.
Подшипниковый щит с вала снимают, поворачивая его на подшипнике, не допуская при этом перекосов.
Задний (со стороны, противоположной рабочему концу вала) подшипниковый щит снимают аналогично переднему.
Можно снимать задний подшипниковый щит после выемки ротора из статора. Выемку ротора производят специальным приспособлением, не допуская при этом задеваний ротора за расточку и обмотку статора.
На статоре, роторе и подшипниковых щитах укрепляют бирки с ремонтными номерами.
Разобранные узлы и детали укладывают в производственную тару или на стеллажи и передают на последующую операцию.
При разборке на разборочном стенде электродвигатель устанавливают на передаточную тележку, фиксатором-толкателем посылают ее по конвейеру. Производят операции предварительной разборки и передают тележку на стол гидростенда.
Устанавливают электродвигатель так, чтобы центры штоков гидроцилиндров установки совпали с центрами вала разбираемого электродвигателя, и зажимают вал электродвигателя в центрах.
Опускают стол вниз и выталкивают тележку на конвейер.
Поднимают стол до полной посадки на него электродвигателя, и зажимают лапы электродвигателя зажимами.
Подают шток левого цилиндра вправо до полного выхода подшипникового щита из заточки статора. Снимают подшипниковый щит с подшипника. Устанавливают упор между подшипником и корпусом электродвигателя. Подачей штока правого цилиндра влево выпрессовывают правый подшипник с вала ротора. Аналогично поступают с левым подшипниковым щитом и подшипником. Производят разжим центров и отводят штоки цилиндров гидростенда от вала ротора электродвигателя. Поворачивают стол с электродвигателем на 60—90° и снимают подшипники и внутренние подшипниковые крышки.
Выводят ротор из расточки статора при помощи специального приспособления, не допуская при этом задевания ротора за расточку и обмотку статора.
Допустимая разница воздушных зазоров электрических машин не должна превышать значений, указанных в заводских инструкциях.
Разбег — осевая игра вала машины в подшипниках скольжения в одну сторону от центрального положения ротора не должен превышать 0,5 мм для машин напряжением до 10 кВт, 0,75 мм — для машин 10—20 кВт, 1,0 мм — для машин 30—70 кВт, 1,5 мм — для машин 70—100 кВт. Суммарный двусторонний разбег вала не должен превышать 2—3 мм.
В контрольно-дефектационные операции после разборки электромашин входят: внешний осмотр и обмер всех изнашиваемых поверхностей деталей; окончательное заключение о состоянии деталей в результате осмотра, проверок и испытаний. Результаты дефектации записывают в ремонтную карту, на основании которой технолог или мастер заполняет операционную карту и назначает вид ремонта. Дефектные детали и узлы ремонтируют способами, указанными ниже.
Технология ремонта узлов и деталей электрических машин. Конструкция коллектора. Для большинства электрических машин применяют конструкцию коллектора, показанную на рис. 20.6. Коллектор машины должен быть очищен от грязи и смазки. Изоляция коллектора должна быть продорожена, с граней коллекторных пластин сняты фаски. Коллектор, имеющий неровности до 0,2 мм, должен быть отполирован, 0,2—0,5 мм — прошлифован, более 0,5 мм — проточен. Биение коллектора у машин (проверенное по индикатору) не должно превышать 0,02 мм для коллекторов диаметром до 250 мм и 0,03—0,04 мм для коллекторов диаметром 300-600 мм.
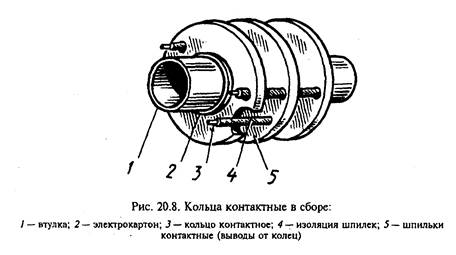
Ремонт контактных колец. Комплект контактных колец показан на рис. 20.8. Незначительные повреждения поверхности контактных колец (подгары, биение, неравномерная выработка) устраняют зачисткой и полировкой без демонтажа колец. При больших повреждениях поверхностей кольца снимают и протачивают с уменьшением их толщины не более чем на 20 %.
Пробой изоляции на корпус, а также предельный износ колец вызывают необходимость их замены. Замены целесообразно производить только в крупных ЭРЦ, где на каждый вид контактных колец составляют типовой технологический процесс разборки, изготовления, сборки и испытания с обеспечением соответствующими приспособлениями и оборудованием
Ремонт сердечников. Сердечники (активная сталь) одновременно служат магнитопроводом и остовом для размещения и укрепления обмотки. При ремонте и замене обмотки необходимо проверить сердечники и устранить обнаруженные дефекты. Основные неисправности сердечников статора и ротора, их причины, а также способы устранения приведены в табл. 70
Ремонт деталей механической части. Ремонт вала. Вал может иметь следующие повреждения: изгиб, трещины, задиры и царапины шеек, общую выработку, конусность и овальность шеек, развал шпоночных канавок, забоины и расклепывание торцов, смятие и износ резьбы на концах вала, потерю напряженности посадки на валу сердечника и в редких случаях поломку вала.
Ремонт валов является ответственной работой и имеет специфические особенности, так как ремонтируемый вал очень сложно отделить от сопряженного с ним сердечника. Допустимая норма на обточку шеек вала составляет 5—6 % от его диаметра; допустимая конусность 0,003, овальность 0,002 от диаметра. Валы, имеющие трещины глубиной более 10—15 % размера диаметра и более 10 % длины вала или периметра, подлежат замене. Общее количество вмятин и углублений не должно превышать 10 % посадочной поверхности под шкив или муфту и 4 % под подшипник.
Ремонт станин и подшипниковых щитов. Основные повреждения станин и подшипниковых щитов: поломка лап крепления станины; повреждение резьбы в отверстиях станины; трещины и коробление подшипниковых щитов; износ посадочной поверхности отверстия щита под посадку подшипника.
Ремонт станины и подшипниковых щитов заключается в заварке трещин, приварке отбитых лап, восстановлении изношенных посадочных мест, разрушенной резьбы в отверстиях и удалении оставшихся оторванных стержней болтов. Биение центрирующей заточки относительно оси — радиальное и не более 0,05 % диаметра заточки.
Ремонт подшипников скольжения. Повреждения подшипников скольжения: износ по внутреннему диаметру и торцам, растрескивание, выкрашивание, отставание, подплавление заливки, затягивание канавок, износ втулки по наружному диаметру. Износ по внутреннему диаметру и торцам является наиболее частым повреждением.
Ремонт подшипников скольжения состоит из следующих операций: выплавки старой заливки, ремонта вкладыша, подготовки его и сплава к заливке, заливка и охлаждение.
Повреждения и замена подшипников качения. Основным повреждением подшипников качения является износ рабочих поверхностей обоймы, сепаратора, кольца, шариков или роликов, а также наличие глубоких рисок и царапин, следов коррозии, появления цветов побежалости. Ремонт подшипников качения в ЭРЦ не производят, а заменяют новыми. У электромашин средней мощности срок службы подшипников качения составляет 2—5 лет в зависимости от размера двигателя и режима его работы.
Ремонт уплотнений. Попадание смазки из подшипников внутрь электрических машин происходит из-за конструктивных недостатков, неправильного монтажа уплотнений и неправильного применения смазки. Кольцо с зубчиками, насаженное на вал дополнительно к обычному сальниковому уплотнению, не допускает попадания смазки внутрь машины. Для установки такого кольца необходимо укоротить вкладыш подшипника кольцевой смазки.
Для предотвращения сильной утечки смазки внутрь машины на вал насаживают маслоотражательное кольцо с наклонными отражателями отбрасывающими масло в подшипник. При сильной осевой вентиляции следует устанавливать дополнительные уплотнения лабиринтного типа. Ремонт уплотняющих устройств заключается в замене шпилек с поврежденной резьбой, сверления и нарезке резьбы в новых отверстиях уплотняющих колец.
Балансировка роторов. Для обеспечения работы электрической машины без биений и вибраций после ремонта ротор в сборе со всеми вращающимися частями (вентилятором, кольцами, муфтой, шкивом и т. п.) подвергают балансировке.
Различают статическую и динамическую балансировку. Первую рекомендуют для машин с частотой вращения до 1000 об/мин и коротким ротором, вторую дополнительно к первой — для машин с частотой вращения более 1000 об/мин и для специальных машин с удлиненным ротором. Статическую балансировку производят на двух призматических линейках, точно выверенных по горизонтали. Хорошо сбалансированный ротор остается неподвижным, находясь в любом положении относительно своей горизонтальной оси. Балансировку ротора проверяют для 6—8 положений ротора, поворачивая его вокруг оси на угол 45—60°. 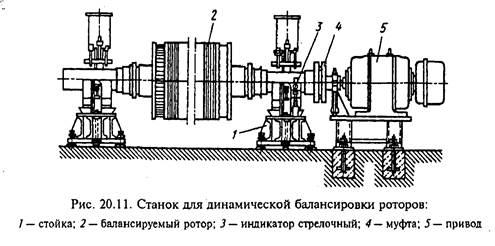
Балансировочные грузы закрепляют сваркой или винтами. Свинцовые грузы забивают в специальные канавки, имеющие форму ласточкина хвоста.
При динамической балансировке место расположения груза определяют по величине биения (вибрации) при вращении ротора. Динамическую балансировку производят на специальном балансировочном станке (рис. 20.11). Установленный для проверки вращающийся ротор (якорь) при неуравновешенности начинает вместе с подшипниками вибрировать.
Чтобы определить место неуравновешенности, один из подшипников закрепляют неподвижно, тогда второй при вращении продолжает вибрировать. К ротору подводят острие цветного карандаша или иглу индикатора, которые в месте наибольшего отклонения ротора оставляют на нем метку. При вращении ротора в обратном направлении с той же скоростью тем же способом наносят вторую метку. По среднему положению между двумя полученными метками определяют место наибольшей неуравновешенности ротора.
В диаметрально противоположной по отношению к месту наибольшей неуравновешенности точке закрепляют балансировочный груз или высверливают отверстие в точке наибольшей неуравновешенности. После этого аналогичным способом определяют неуравновешенность второй стороны ротора.
Сбалансированную машину устанавливают на гладкую горизонтальную плиту. При удовлетворительной балансировке машина, работающая с номинальной частотой вращения, не должна иметь качаний и перемещений по плите. Проверку производят на холостом ходу в режиме двигателя.
Неисправности машин постоянного тока и способы их устранения
| Неисправность | Возможная причина | Способ устранения |
| 1 | 2 | 3 |
| Искрение под всеми щетками или частью их, сопровождающееся повышением нагрева как щеток, так и коллектора е | Щетки установлены неправильно | Проверить положение щеток по меткам завода-изготовителя на траверсе |
| Разное расстояние отдельных бракетов между щетками по окружности коллектора | Проверить положение щеток на коллекторе при помощи бумаги и установить бракеты так, чтобы щетки соседних бракетов находились на одинаковом расстоянии по окружности коллектора. Устанавливать щетки, отсчитывая определенное число пластин, нельзя | |
| Неправильно установлены щеткодержатели | Уменьшить расстояние между обоймой щеткодержателя и коллектором, проверить соответствие установки реактивного щеткодержателя направлению вращения коллектора | |
| Неправильно установлены щетки в щеткодержателе или сами щетки находятся в неудовлетворительном состоянии | Проверить состояние щеток и размеры обойм щеткодержателей, при необходимости заменить | |
| Вибрирует щеточный бракет Слабо или очень сильно прилегают щетки Используются щетки разных сортов | Подтянуть болты, крепящие бракет к траверсе Установить требуемое нажатие Установить щетки в соответствии с рекомендациями завода-изготовителя | |
| Плохо возбуждается генератор, двигатель медленно разворачивается или работает с ненормальной частотой вращения, искрят щетки | Замыкания отдельных соседних пластин коллектора заусенцами Замыкания между петушками коллектора Межвитковое замыкание в одной или нескольких якорных катушках | Шабером удалить заусенцы, отшлифовать коллектор стеклянной шкуркой Устранить замыкание Поврежденные якорные катушки заменить новыми или отремонтировать |
| Генератор отдает или двигатель берет ток больше номинального | Машина перегружена | Увеличить регулировочное сопротивление в параллельной обмотке генераторов |
| При нормальной нагрузке частота вращения меньше номинальной, обмотка якоря перегревается | Плохая вентиляция машины | Снизить нагрузку или обеспечить повышенную вентиляцию |
| 1 | 2 | 3 |
| Генератор плохо возбуждается, двигатель медленно идет в ход | Межвитковое замыкание в одной или нескольких якорных катушках | Неисправные катушки отремонтировать или заменить новыми |
| Короткое замыкание обмотки якоря заусенцами через пластины коллектора | Удалить все заусенцы острым шабером, отшлифовать коллектор | |
| Соединение отдельных петушков или короткое замыкание обмотки | Проверить состояние коллекторных петушков и устранить неисправность | |
| Генератор при номинальной частоте дает высокое напряжение | Поврежден регулятор возбуждения или подобран неправильно, в результате чего ток возбуждения велик | Проверить исправность регулятора возбуждения и при необходимости заменить новым |
| Двигатель не идет в ход
 Мы поможем в написании ваших работ! |