ЧЁРНЫЕ И ЦВЕТНЫЕ КОНСТРУКЦИОННЫЕ МЕТАЛЛЫ И ПОЛУФАБРИКАТЫ
Таблица К.1
| Марка материала | Полуфабрикаты | σв МПа | σТ0,2 МПа | δ, % | а | Технологические свойства и применение |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Легированные конструкционные стали р = 7,85 г/см3; Е = 200000...210000 МПа; G = 78000 МПа; τв = 0,63σв | ||||||
| 30ХГСА- хромансиль | лист | 500 | 15 | Ответственные сварные и клепаные конструкции; допускается гибка | ||
| прутки | 1100 | 850 | 10 | 5 | Ответственные сварные и обрабатываемые реззанием детали; узлы шасси | |
| труба | 1100 | - | 10 | 5 | Рамы и фермы средней сложности | |
| профиль | 1100 | - | 7 | 6 | Пояса лонжеронов, бимсы, стрингеры | |
| поковки | 1100- -1300 | 850 | 10 | 5 | Кронштейны, фитинги, узлы крепления | |
| ЗОХГСША | поковки | 1650 | 1400 | 9 | 6 | Нагруженные ответственные детали |
| 35ХГСЛ | литье | 1000 | 850 | 8 | 2,5 | Высоконагруженные детали сложной формы (детали шасси, подкосы, уши) |
Продолжение табл. К.1
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | |||
| Коррозионностойкие теплопрочные стали:
р = 7,7...8,8 г/см3; Е = 190000... 195000 МПа; G = 78000 МПа; τв= 0,6 σв | |||||||||
| 12Х18Н10Т | поковки | 550 | 200 | 14 | Свариваемые детали средней прочности; t ≤ 800 °C | ||||
| ХН60ВТ (ЭИ868) | поковки лист | 700 | 10 | Свариваемые обшивки и детали каркаса; t ≤ 500 °C | |||||
| 07Х15Н7ЮМ2 (ЭП35, СН-4) | поковки лист | 1200 | 950 | 7 | - | Сварные и паяные конструкции t ≤ 1000 °С | |||
| ВНС-2У | профиль лист | 1250 | 950 | 8 | Свариваемые обшивки и детали каркаса; t ≤ 300°C | ||||
| Алюминиевые литейные (лит.) и деформируемые сплавы: ρ = 2,78 г/см3; Е = 72000 МПа; G = 28000 МПа; τлит = 0,5σ; τвдеф = 0,6σв ь) сплавы р= 2,78 г/см3; Е= 72000 МПа; т» да"=0,6с„ | |||||||||
| АЛ4 | литье | 260 | 200 | 5 | 0,5 | Крупные средненагруженные детали. | |||
| АЛ19 | литье | 340 | 6 | Нагруженные детали средней сложности. Хорошо сваривается; t ≤ 300 °C | |||||
| ВАЛ-10 | литье | 330 | 280 | 7 | Нагруженные кронштейны, качалки, штурвалы | ||||
| Д16АТВ | прутки лист | 420 400 | 300 300 | 10 10 | Основные элементы каркаса планера в растянутых зонах; t ≤ 200 °С | ||||
| Д19АТВ | профиль лист | 420 400 | 300 300 | 7 7 | Основные теплопрочные элементы каркаса планера | ||||
|
|
|
Продолжение табл. К.1
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| В95 | профиль лист | 540 580 | 440 460 | 6 5 | - - | Основные силовые элементы каркаса. Предпочтительно в сжатой зоне. Чувствителен к концентраторам напряжений. Низкие усталостные характеристики |
| Магниевые литейные и деформируемые сплавы ρ = 1,8г/см3; Е = 45000 МПа; G = 17000 МПа; τв = 0,5σв | ||||||
| АМг2-Н | литье | 200 | 100 | 15 | 2,5 | Сотовый заполнитель, силовые сварные элементы внутреннего набора. Защищать от коррозии |
| МА8 | профиль | 230 | - | 10 | - | Для несвариваемых деталей; t ≤ 125 °С. Защищать от коррозии |
| Алюминиево-литиевые сплавы ρ = 2,8 г/см3; Е= 72000...79500 МПа; G = 28000 МПа; τв = 0,6σв | ||||||
| 1201 | лист профиль | 430 | 320 | 6 | - | Свариваемые конструкции. Герметичные емкости, кабины |
| 1420 | лист профиль | 420 | 260 | 6 | - | Свариваемые конструкции. Герметичные емкости, кабины |
| 1460 | поковки лист | 500 | 440 | 5 | - | Свариваемые силовые конструкции |
| Титановые сплавы ρ = 4,5 г/см3; Е = 110000 МПа; G = 44000 МПа; τв = 0,5σв | ||||||
| ВТ1-0 | штамповка | 400 | - | 15 | 5 | Сотовый заполнитель; t ≤ 400 °С |
| ОТ4-У | лист прутки | 700-900 700-900 | - | 10 10 | - - | Силовые детали внутреннего набора простых форм. Детали, работающие при t ≤ 400 °С. Удовлетворительно сваривается. |
|
|
|
Продолжение табл. К.1
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | ||
| ОТ4 ОТ4-1 | профиль лист | 700 600 | 600 490 | 8,5 9 . | - - | Детали каркаса. Свариваемость (АрДЭС, ТЭС) хорошая. Поковки массой до 200 кг и толщиной до 250 мм | ||
| BT5JI | литье | 700 | 630 | 6 | 3 | Литые детали каркаса. Хорошие литейные свойства | ||
| ВТ6С | лист | 850-1000 | - | 12 | - | Силовые и сварные узлы; t ≤ 400 °C | ||
| ВТ20 | поковка профиль | 1000 | - | 6 8 | 4 - | Детали каркаса. Площадь сечения меньше 50 см2. Поковки массой до 200 кг | ||
| BT20JI | литье | 900 | 800 | 5 | 3 | Литые детали каркаса. Литейные свойства удовлетворительные. | ||
| ВТ15 | лист | 900 | 700 | 8 | Сотовый заполнитель, сварные конструкции для работы при повышенных температурах | |||
| ВТ-23 | лист прут.кр. | 1100 1450 | 950 120 | 8 5 | 6 - | Сварные и паяные конструкции, работающие при t ≤ 500°С. Корпуса и емкости высокого давления | ||
| Медные сплавы р = 4,5г/см3; Е = 110000 МПа; G = 44000 МПа, τв = 0,5σв
| ||||||||
| БрАЖМц 10-3-1,5 | прутки | 600 | 220 | 12 | - | Нагруженные детали, работающие на трение | ||
| ПРИМЕЧАНИЕ: в таблице размещены среднестатистические значения характеристик материалов | ||||||||
Приложение Л
ЛИСТЫ, ПЛИТЫ И ПРОФИЛИ
Таблица Л.1
Габариты листов и плит, мм
| Толщина | Максимальная | |
| ширина | длина | |
| 0,3; 0,4 | 1200 | 3000 |
| 0,5; 0,6 | 1600 | 7000 |
| 0,8 | 2000 | 7000 |
| 1,0; 1,2; 1,5 | ||
| 2,0; 2,5; 3,0 | 1500 | 7000 |
| 3,5; 4,0; 4,5 | ||
| 5,0; 6,0; 7,0 | 2000 | 7000 |
| 8,0; 9,0 | ||
| 10; 12; 14 | 2200 | 8000 |
| 16; 18; 20 | 2400 | 8000 |
| 22; 25; 30 | 2500 | 8000 |
| 36; 40; 50; 60 | 2600 | 8000 |
Таблица Л.2
Материалы листов и плит
| Материал листа, плиты | Материал | Сортамент |
| Легированные конструкционные стали | ГОСТ 11269-76 | Горячекатаные ГОСТ 19903-74 |
| Коррозионностойкие теплопрочные стали | ТУ №... | Холоднокатаные ГОСТ 19904-74 |
| Листы конструкционные высокой прочности из алюминиевых сплавов | ОСТ 1 90070-72 | |
| Листы конструкционные средней прочности из свариваемых алюминиевых сплавов | ГОСТ 21631-76 | |
| Титановые сплавы | ОСТ 1 90218-76 | ГОСТ 22178-76 |
| Медные сплавы | ГОСТ 495-77 | |
| Плиты авиационные из алюминиевых сплавов: Д16чт, В95пчТ1 В95пчТ2, В95пчТЗ | ОСТ 1 90124-74 ОСТ 1 90125-74 | ГОСТ 17232-71 ГОСТ 17232-71 |
Обозначение листа толщиной 2 мм: Лист Д16АМО 2 ОСТ 90070-72 Обозначение плиты толщиной 20 мм: Плита Д16чТ 20 ОСТ I 90124-74
Профили прессованные
Максимальная длина профиля из алюминиевых сплавов составляет 16000 мм, из титановых сплавов и сталей ‒ 8000 мм.
Размеры профилей прессованных прямоугольного равнополочного уголкового сечения из алюминиевых сплавов по ГОСТ 13737-90 представлены в таблице Л.3 и на рисунке Л.1.
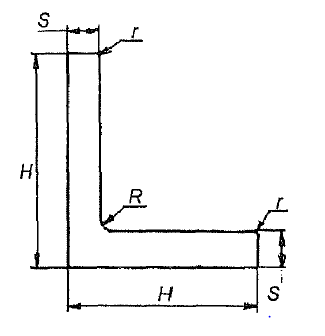
Рис. И.1. Эскиз профиля прямоугольного
равнополочного уголкового сечения
Таблица И.3
Размеры профилей
| Номер профиля | Н | S | S1 | R | r | Площадь сечения, мм2 | Масса профиля, кг/м | Момент инерции, см4 | |
| мм | Ix | Iy | |||||||
| 410003 | 12,0 | 1,0 | 1.0 | 1,5 | 0,5 | 0,234 | 0,067 | 0,03 | 0,03 |
| 410013 | 15,0 | 1,5 | 1,5 | 2,0 | 0,7 | 0,434 | 0,124 | 0,09 | 0,09 |
| 410018 | 15,0 | 2,0 | 2,0 | 2,0 | 1,0 | 0,564 | 0,161 | 0,11 | 0,11 |
| 410025 | 18,0 | 1,5 | 1,5 | 2,0 | 0,7 | 0,524 | 0,149 | 0,16 | 0,16 |
| 410038 | 20,0 | 1,5 | 1,5 | 2,0 | 0,7 | 0,584 | 0,166 | 0,22 | 0,22 |
| 410040 | 20,0 | 2,0 | 2,0 | 2,0 | 1,0 | 0,764 | 0,218 | 0,28 | 0,28 |
| 410053 | 25,0 | 2,0 | 2,0 | 2,0 | 1,0 | 0,964 | 0,275 | 0,57 | 0,57 |
| 410065 | 25,0 | 4,0 | 4,0 | 4,0 | 2,0 | 1,857 | 0,529 | 1,01 | 1,01 |
| 410068 | 25,0 | 5,0 | 5,0 | 3,0 | 2,5 | 2,242 | 0,639 | 1,50 | 1,50 |
| 410080 | 30,0 | 2,5 | 2,5 | 2,5 | 1,5 | 1,441 | 0,410 | 1,22 | 1,22 |
| 410081 | 30,0 | 3,0 | 3,0 | 3,0 | 1,5 | 1,720 | 0,490 | 1,43 | 1,43 |
| 410113 | 40,0 | 2,5 | 2,5 | 2,5 | 1,2 | 1,945 | 0,554 | 3,01 | 3,01 |
| 410119 | 40,0 | 3,5 | 3,5 | 3,5 | 1,5 | 2,694 | 0,767 | 4,07 | 4,07 |
| 410121 | 40,0 | 4,0 | 4,0 | 4,0 | 2,0 | 3,057 | 0,871 | 4,54 | 4,54 |
| 410128 | 45,0 | 4,0 | 4,0 | 4,0 | 2,0 | 3,457 | 0,985 | 6,59 | 6,59 |
Пример обозначения:  .
.
Размеры профилей прессованных прямоугольного неравнополочного уголкового сечения из алюминиевых сплавов по ГОСТ 13738-91 представлены в таблице Л.4 и на рисунке Л.2.
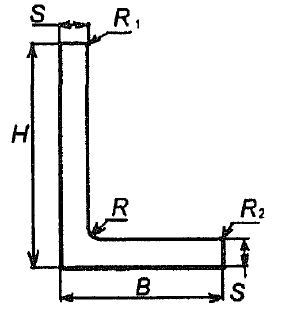
Рис. Л.2. Эскиз профиля прессованного прямоугольного
неравнополочного уголкового сечения
Таблица Л.4
Размеры профилей
| Номер профиля | Н | В | S | S1 | R | R1 | R, | Площадь сечения, мм2 | Масса, кг/м | Момент инерции, см4 | |
| мм | Ix | Iy | |||||||||
| 410535 | 20 | 8 | 2,0 | 2,0 | 0,5 | - | - | 0,521 | 0,148 | 0,05 | 0,04 |
| 410517 | 16 | 13 | 1,6 | 1,6 | 1,6 | 0,8 | 0,8 | 0,441 | 0,126 | 0,15 | 0,13 |
| 410549 | 20 | 15 | 2,0 | 1,5 | 2,0 | 0,7 | 1,0 | 0,600 | 0,171 | 0,24 | 0,10 |
| 410596 | 25 | 18 | 2,5 | 2,0 | 2,5 | 1,0 | 1,2 | 0,943 | 0,269 | 0,59 | 0,22 |
| 410600 | 25 | 20 | 1,2 | 1,2 | 2,0 | 0,5 | 0,5 | 0,533 | 0,152 | 0,34 | 0,19 |
| 410640 | 30 | 18 | 3,0 | 2,5 | 3,0 | 1,2 | 1,5 | 1,286 | 0,367 | 1,16 | 0,28 |
| 410650 | 30 | 20 | 2,5 | 2,0 | 3,0 | 1,2 | 1,5 | 1,111 | 0,317 | 1,02 | 0,32 |
| 410661 | 30 | 25 | 3,0 | 2,5 | 3,0 | 1,2 | 1,5 | 1,461 | 0,416 | 1,31 | 0,75 |
| 410721 | 35 | 22 | 3,5 | 3,5 | 3,5 | 1,7 | 1,7 | 1,886 | 0,538 | 2,28 | 0,69 |
| 410765 | 38 | 25 | 6,0 | 3,0 | 4,0 | - | - | 2,884 | 0,822 | 4,18 | 0,95 |
| 410772 | 38 | 32 | 5,0 | 5,0 | 4,0 | 2,5 | 2,5 | 3,258 | 0,928 | 4,38 | 2,81 |
| 410809 | 40 | 25 | 4,0 | 3,0 | 4,0 | 1,5 | 2,0 | 2,251 | 0,642 | 3,66 | 0,94 |
| 410824 | 40 | 30 | 4,0 | 3,0 | 4,0 | 1,5 | 2,0 | 2,401 | 0,684 | 3,90 | 1,61 |
Пример обозначения:  .
.
Размеры профилей прессованных бульбообразных уголкового сечения из алюминиевых сплавов по ГОСТ 13617-97 представлены в таблице Л.5 и на рисунке Л.3.

Рис. Л.3. Эскиз профиля прессованного
бульбообразного уголкового сечения
Таблица Л.5
Размеры профилей
| Номер профиля | Н | В | S | d | R | R1 | r2 | Площадь сечения, мм2 | Масса, кг/м | Момент инерции, см4 | |
| мм | Ix | Iy | |||||||||
| 710003 | 15 | 12 | 1,0 | 3,0 | 1,5 | 1,0 | 1,0 | 0,371 | 0,106 | 0,06 | 0,03 |
| 710010 | 20 | 13 | 1,0 | 3,0 | 1,5 | 0,5 | 1,5 | 0,372 | 0,106 | 0,19 | 0,04 |
| 710012 | 20 | 15 | 1,5 | 5,0 | 2,0 | 0,75 | 2,5 | 0,651 | 0,186 | 0,34 | 0,09 |
| 710017 | 20 | 20 | 1,5 | 3,5 | 1,5 | 0,75 | 1,75 | 0,634 | 0,181 | 0,30 | 0,22 |
| 710020 | 23 | 13 | 1,2 | 4,0 | 2,0 | 0,6 | 2,0 | 0,517 | 0.147 | 0,36 | 0,05 |
| 710022 | 25 | 18 | 1,5 | 5,0 | 2,0 | 0,75 | 2,5 | 0,771 | 0,220 | 0,64 | 0,17 |
| 710025 | 25 | 20 | 2,0 | 6,0 | 2,0 | 1,0 | 3,0 | 1,061 | 0,302 | 0,85 | 0,30 |
| 710027 | 25 | 25 | 2,5 | 6,5 | 2,5 | 1,25 | 3,0 | 1,348 | 0,384 | 0,98 | 0,70 |
| 710033 | 30 | 20 | 1,5 | 5,0 | 2,0 | 0,75 | 2,5 | 0,876 | 0,250 | 1,06 | 0,25 |
| 710034 | 30 | 20 | 2,0 | 6,0 | 2,0 | 1,0 | 3,0 | 1,161 | 0,331 | 1,36 | 0,32 |
| 710036 | 32 | 25 | 2,5 | 6,5 | 2,0 | 1,25 | 3,0 | 1,520 | 0,433 | 2,01 | 0,33 |
| 710039 | 40 | 25 | 2,5 | 7,0 | 2,5 | 1,25 | 3,5 | 1,825 | 0,520 | 3,74 | 0,79 |
| 710042 | 50 | 25 | 3,0 | 10,0 | 3,0 | 1,5 | 9,0 | 2,784 | 0,793 | 9,00 | 0,99 |
Пример обозначения:  .
.
Размеры профилей прессованных прямоугольного равнополочного таврового сечения из алюминиевых сплавов по ГОСТ 13622-91 представлены в таблице Л.6 и на рисунке Л.4.

Рис. Л.4. Эскиз профиля прессованного
прямоугольного равнополочного таврового сечения
Таблица Л.6
Размеры профилей
| Номер профиля | H | В | S | S1 | R | r | Площадь сечения, мм2 | Масса, кг/м | Момент инерции, см4 | |
| мм | Ix | Iу | ||||||||
| 420138 | 25 | 50 | 2,0 | 2,0 | 3,0 | - | 1,499 | 0,427 | 0,70 | 2,08 |
| 420266 | 35 | 40 | 2,0 | 2,0 | 2,0 | 1,0 | 1,473 | 0,420 | 1,68 | 1,05 |
| 420069 | 20 | 30 | 2,0 | 1,5 | 2,0 | 1,0 | 0,833 | 0,237 | 0,30 | 0,32 |
| 420126 | 25 | 35 | 2,5 | 2,0 | 2,5 | 1,2 | 1,302 | 0,371 | 0,73 | 0,70 |
| 420159 | 26 | 40 | 3,0 | 4,5 | 2,5 | - | 2,472 | 0,704 | 1,44 | 1,05 |
| 420202 | 30 | 40 | 1,5 | 1,5 | 2,0 | 0,7 | 1,043 | 0,297 | 2,81 | 1,33 |
| 420075 | 20 | 38 | 1,5 | 2,0 | 2,0 | - | 1,047 | 0,298 | 0,27 | 0,91 |
| 420150 | 25 | 66 | 2,5 | 3,0 | 3,0 | - | 2,569 | 0,732 | 0,90 | 7,19 |
| 420209 | 30 | 45 | 4,0 | 6,5 | 5,0 | - | 3,972 | 1.132 | 2,13 | 4,96 |
| 420325 | 40 | 50 | 3,5 | 6,5 | 4,0 | - | 4,491 | 1,280 | 4,65 | 6,78 |
Пример обозначения:  .
.
Размеры профилей прессованных прямоугольного равнополочного зетового сечения из алюминиевых сплавов по ГОСТ 13620-90 представлены в таблице Л.7 и на рисунке Л.5.

Рис. Л.5. Эскиз профиля прессованного
прямоугольного равнополочного зетового сечения
Таблица Л.7
Размеры профилей
| Номер профиля | H | В | S | S1 | S2 | R | r1 | Площадь сечения, мм2 | Масса, кг/м | ||
| мм | |||||||||||
| 450011 | 24,5 | 18,0 | 1,5 | 1,5 | 2,0 | 2,0 | - | 0,962 | 0,274 | ||
| 450013 | 25,0 | 18,0 | 2,0 | 1,5 | 2,0 | 2,0 | - | 1,052 | 0,300 | ||
| 450016 | 25,0 | 20,0 | 3,0 | 2,0 | 3,0 | 3,0 | 0,5 | 1,618 | 0,461 | ||
| 450021 | 30,0 | 25,0 | 2,5 | 2,0 | 2,5 | 2,5 | 1,777 | 0,506 | |||
| 450026 | 34,0 | 25,0 | 2,5 | 3,5 | 3,5 | 1,0 | 0,5 | 2,763 | 0,787 | ||
| 450028 | 35,0 | 20,0 | 3,0 | 3,0 | 3,0 | 4,0 | 0,5 | 2,138 | 0,609 | ||
| 450038 | 40,0 | 25,0 | 2,0 | 1,5 | 2,0 | 2,0 | - | 1,557 | 0,444 | ||
| 450040 | 40,0 | 25,0 | 3,0 | 2,0 | 3,0 | 3,0 | 0,5 | 2,218 | 0,632 | ||
| 450060 | 50,0 | 35,0 | 5,0 | 4,0 | 5,0 | 5,0 | 0,5 | 5,206 | 1,484 | ||
Пример обозначения:  .
.
Размеры профилей прессованных прямоугольные равнополочных двутаврового сечения из алюминиевых сплавов по ГОСТ 13621-90 представлены в таблице Л.8 и на рисунке Л.6.

Рис. Л.6. Эскиз профиля прессованного
прямоугольного равнополочного двутаврового сечения
из алюминиевых сплавов
Таблица Л.8
Размеры профилей
| Номер профиля | H | В | S | S1 | Площадь сечения, мм2 | Масса, кг/м | Момент инерции, см4 | |
| мм | Ix | Iy | ||||||
| 430022 | 30 | 30 | 1,5 | 2 | 1,61 | 0,46 | 2,61 | 0,88 |
| 430025 | 35 | 30 | 2,0 | 2,5 | 2,14 | 0,61 | 4,49 | 1,09 |
| 430041 | 40 | 50 | 2,0 | 3,5 | 4,23 | 1,20 | 12,4 | 7,13 |
| 430053 | 50 | 50 | 2,5 | 4,0 | 5,15 | 1,46 | 23,1 | 8,13 |
| 430062 | 60 | 70 | 3,0 | 5,0 | 8,66 | 2,46 | 57,0 | 27,9 |
Пример обозначения:  .
.
Размеры профилей прессованных прямоугольного равнополочного швеллерного сечения из алюминиевых сплавов по ГОСТ 13623-90 представлены в таблице Л.9 и на рисунке Л.7.
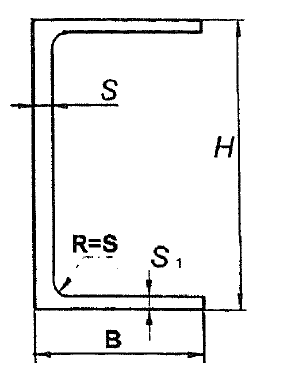
Рис. Л.7. Эскиз профиля прессованного
прямоугольного равнополочного швеллерного сечения
Таблица Л.9
Размеры профилей
| Номер профиля | Н | В | S | S1 | Площадь сечения, мм2 | Масса, кг/м | Момент инерции, см4 | |
| мм | Ix | Iy | ||||||
| 440079 | 25 | 15 | 1,5 | 1,5 | 0,79 | 0,22 | 0,77 | 0,17 |
| 440126 | 25 | 20 | 2,5 | 2,5 | 1,52 | 0,43 | 1,45 | 0,58 |
| 440108 | 30 | 18 | 1,5 | 1,5 | 0,96 | 0,27 | 1,36 | 0,30 |
| 440112 | 40 | 18 | 2,0 | 2,0 | 1,45 | 0,41 | 3,14 | 0,42 |
| 440114 | 40 | 18 | 3,0 | 3,0 | 2,12 | 0,60 | 4,76 | 0,58 |
| 440185 | 40 | 25 | 3,0 | 3,0 | 2,54 | 0,72 | 6,20 | 1,50 |
Пример обозначения:  .
.
Приложение М
ПОДСЕЧКИ, ОТБОРТОВКИ И РИФТЫ
Подсечки прессованных профилей по ОСТ1 03668-74. Стандарт распространяется на подсечки прессованных профилей из алюминиевых сплавов. Размеры подсечек должны соответствовать указанным в таблице М.1 и на рисунке М.1.

Рис. М.1. Эскиз подсечки прессованного профиля по ОСТ 1 03668-74
Таблица М.1
Размеры подсечек, мм
| Высота подсечки, А | Предельное отклонение | S | ||||||
| до 1,5 | св. 1,5 до 2,0 | св. 2,0 доЗ | св. 3 до 4 | св. 4 ДО 6 | св. 6 до 8 | св. 8 до 10 | ||
| Imin | ||||||||
| Св. 0,6 до1,5 | ± 0,15 | 6 | 8 | 10 | 13 | 16 | - | - |
| Св. 1,5 до 2,0 | ± 0,15 | 8 | 10 | 13 | 16 | 19 | 22 | 25 |
| Св. 2,0 до 3,0 | ± 0,20 | 10 | 13 | 16 | 19 | 22 | 25 | 28 |
| Св. 3,0 до 4,0 | ± 0,20 | 13 | 16 | 19 | 22 | 25 | 28 | 32 |
| Св. 4,0 до 6,0 | ± 0,20 | 16 | 19 | 22 | 26 | 28 | 32 | 36 |
| Св. 6,0 до 8,0 | ± 0,20 | 19 | 22 | 25 | 28 | 32 | 36 | 40 |
| Св. 8,0 до 10 | ± 0,20 | 22 | 25 | 28 | 32 | 36 | 40 | 45 |
| Св. 10 до 12 | ± 0,20 | 25 | 28 | 32 | 36 | 40 | 45 | 52 |
| Св. 12 до 14 | ± 0,20 | 28 | 32 | 36 | 40 | 45 | 52 | 60 |
| Св. 14 до 16 | ± 0,20 | 32 | 36 | 40 | 45 | 52 | 60 | 70 |
В пределах области h свыше 0,6 мм до 4,0 мм подсечки профилей из сплавов марок В95, Д16, Д19, АК4-1 производить без подогрева.
Подсечки профилей из сплавов марки В95 в области h свыше
1,5 мм до 4,0 мм производить с подогревом в зоне подсечки до температуры 140 °С.
Подсечки профилей из сплавов АК4-1 в области h свыше 1,5 мм до 16 мм производить инструментом с радиусом R = 6 · S без подогрева.
Пример обозначения подсечки прессованного профиля h = 3 мм и S = 2 мм: Подсечка 3-2- ОСТ1 03668-74.
Отбортовка ‒ отверстие с вогнутыми бортами:
‒ нормальная, имеющая сгиб под углом 90° (рис.М.2 и табл. М.2);
‒ тарельчатая, имеющая дно с отверстием диаметра d .
Таблица М.2
Размеры отбортовок, мм
| D | d | S | R | h | A , не менее |
| 1 | 2 | 3 | 4 | 5 | 6 |
| 16 | 12,5 | 0,5 | 0,5 | 2,5 | 30 |
| 1,0 | 2,5 | 3,5 | |||
| 1,2 | 3,0 | 4,0 | 20 | ||
| 1,5 | 3,5 | 4,0 | |||
| 20 | 15,0 | 0,5 | 1,0 | 3,0 | 40 |
| 1,0 | 2,5 | 4,0 | |||
| 1,2 | 3,0 | 30 | |||
| 1,5 | 3,5 | ||||
| 30 | 25,0 | 0,5; 0,6; 0,8:1,0 | 3,0 | 4,0 | 45 |
| 1,2; 1,5 | 4,0 | 5,0 | |||
| 40 | 35,0 | 0,5; 0,6; 0,8; 1,0 | 3,0 | 4,0 | 55 |
| 1,2; 1,5 | 4,0 | 6,0 | |||
| 58 | 50,0 | 0,5 | 3,0 | 5,0 | 75 |
| 0,6; 0,8; 1,0 | 5,5 | ||||
| 1,2; 1,5; 1,8; 2,0 | 6,0 | 7,0 | 80 |
Продолжение табл. М.2
| 1 | 2 | 3 | 4 | 5 | 6 |
| 70 | 60,0 | 0,5; 0,6 | 3,0 | 6,0 | 90 |
| 0,8; 1,0 | 4,0 | 7,0 | |||
| 1,2; 1,5; 1,8; 2,0 | 6,0 | 8,0 | 95 |

Рис. М.2. Эскиз отбортовки нормальной
Пример условного обозначения отбортовки нормальной с диаметром D = 25 мм: Отбортовка 1-1-20 ГОСТ 17040-80.
Рифт ‒ длинная неглубокая (h < 0,3 В) выдавка, концы которой не выходят за кромку детали. Выполнятся по ГОСТ 17040-80 . Размеры рифтов должны соответствовать указанным в таблице М.3 и на рисунке М.3.
Пример условного обозначения рифта номера 2: Рифт 3-1-2
ГОСТ 17040-80.
В зависимости от используемых профилей (стрингеров) применяются различные типы стрингерных вырезов. На рисунке М.4 и в таблице М.4 представлен тип 3, на рисунке М.5 и в таблице М.5 ‒ тип 4, на рисунке М.6 и в таблице М.7 ‒ тип 7.
Таблица М.3
Размеры рифтов
| Номер рифта | S | h | r1 | r 2 | r | В | |
| мм | |||||||
| 1 | от 0,5 до0,6 | 2 | 25 | 4 | 3 | 7 | |
| 2 | от 0,6 до0,8 | 3 | 35 | 6,5 | 4 | 11 | |
| 3 | от 0,8 до 1,0 | 4 | 45 | 9 | 5 | 13,5 | |
| 4 | от 1,0 до 1,2 | 5 | 55 | 11,5 | 6 | 19 | |
| 5 | от 1,2 до 1,5 | 7 | 70 | 15 | 8 | 25,5 | |
| 6 | от 1,5 до 1,8 | 9 | 85 | 19 | 10 | 32,5 | |
| 7 | от 1,8 до 2,0 | 11 | 100 | 23 | 12 | 39 | |
| 8 | от 2,0 до 2,5 | 13 | 115 | 27 | 14 | 46,5 | |

Рис. М.3. Эскиз рифта
Таблица М.4
Стрингерные вырезы типа 3
| Типоразмер | В | H | r |
| мм | |||
| 1 | 20 | 16 | 10 |
| 2 | 21 | 19 | |
| 3 | 22 | 23 | 14 |
| 4 | 26 | 18 | |
| 5 | 24 | 19 | |
| 6 | 23 | ||
| 7 | 28 | ||
| 8 | 25 | 41 | 19 |
| 9 | 26 | 18 | 22 |
| 10 | 28 | 28 | |
| 11 | 35 | ||
| 12 | 41 | ||
| 13 | 23 | 13 | |

Рис. М.4. Эскиз стрингерного выреза типа 3
Пример условного обозначения выреза под стрингер типа 3 типоразмера 5: Вырез 3-5-ОСТ 1 03948-79.

Рис. М.5. Эскиз стрингерного среза типа 4
Таблица М.5
Стрингерные вырезы типа 4
| Типоразмер | В | H | r |
| мм | |||
| 1 | 20 | 17,0 | 4,0 |
| 2 | 18,0 | ||
| 3 | 24,0 | ||
| 4 | 29,0 | ||
| 5 | 19,5 | ||
| 6 | 23,5 | ||
| 7 | 28,5 | ||
| 8 | 23 | 24,0 | 5,0 |
| 9 | 28,5 | 4,0 | |
| 10 | 35,0 | ||
| 11 | 43,5 | ||
| 12 | 53,5 | ||
Пример условного обозначения выреза под стрингер типа 4 типоразмера 5: Вырез 4-5-ОСТ 1 03948-79.

Рис. М.6. Эскиз стрингерного выреза типа 7
Таблица М.6
Стрингерные вырезы типа 7
| Типоразмер | В | B1 | H | r | r1 |
| мм | |||||
| 1 | 31 | 15,5 | 18 | ||
| 2 | 54 | 27,0 | 28 | ||
| 3 | 35 | 17,5 | |||
| 4 | 36 | 18,0 | 23 | ||
| 5 | 38 | 19,0 | 38 | ||
| 6 | 41 | 20,5 | 28 | 6,0 | 6,0 |
| 7 | 43 | 21,5 | 23 | ||
| 8 | 46 | 23,0 | 48 | ||
| 9 | 72 | 36,0 | 28 | ||
| 10 | 46 | 23,0 | 29 | ||
| 11 | 33 | ||||
Пример условного обозначения выреза под стрингер типа 7 типоразмера 5: Вырез 7-5-ОСТ 1 03948-79.
Приложение Н
ОСНОВНЫЕ ОБОЗНАЧЕНИЯ
α , δ, β ‒ обозначения углов
γ ‒ удельный вес материала
η ‒ запас прочности
Е ‒ модуль упругости материала
μ ‒ коэффициент Пуасона
ρ ‒ объемная плотность материала
σ ‒ нормальные напряжения в сечении
τ ‒ касательные напряжения в сечении
ω ‒ угловая скорость
ϖ, ε ‒ угловое ускорение
ψ ‒ относительный коэффициент
d , D ‒ диаметр сечения
ƒ ‒ коэффициент безопасности
F ‒ площадь сечения
g ‒ ускорение силы тяжести
G ‒ вес
h , Н ‒ высота сечения
k , k ' ‒ коэффициент концентрации напряжений
l, L ‒ длина образца, детали
 ‒ приращение длины, абсолютное удлинение
‒ приращение длины, абсолютное удлинение
ε ‒ относительное удлинение
m , М ‒масса
͞ m ‒ относительная масса
i ‒ индекс
Ix ( Iy ,  ) ‒ момент инерции относительно оси х (у, z )
) ‒ момент инерции относительно оси х (у, z )
 ‒ полярный момент инерции сечения
‒ полярный момент инерции сечения
х, у, z ‒ обозначения осей координат
х, X ‒ координата по оси х
у, Y ‒ координата по оси у
z , Z ‒ координата по оси z
v , V ‒ объем
п ‒ количество элементов, параметров и т. п.
n, nпост, nвр ‒ перегрузка (поступательная, вращательная)
N ‒ нормальная сила, прикладываемая к сечению
N , Р, F , Т ‒ внешние силы
Т ‒ сила тяги двигателя
t , Т ‒ температура
r , R ‒ радиус окружности
Wx ‒ момент сопротивления сечения относительно оси х (у, z )
 ‒ полярный момент сопротивления сечения
‒ полярный момент сопротивления сечения
f ‒ коэффициент безопасности
Учебное издание
АВИАЦИОННЫЕ КОНСТРУКЦИИ
Практикум
по выполнению лабораторно-практических работ
Составители: ЛЕБЕДЕВ Анатолий Валерьевич
КОРСАКОВА Татьяна Викторовна
Редактор Н.А. Евдокимова
Подписано в печать ХХ.ХХ 2016.
Формат 60х84/16. Усл. печ. л. 9,7.
Тираж 70 экз. Заказ ХХХХ.
Ульяновский государственный технический университет
432027, г. Ульяновск, ул. Сев. Венец, 32.
ИПК «Венец» УлГТУ, 432027, г. Ульяновск, ул. Сев. Венец, 32.
Дата добавления: 2020-04-08; просмотров: 380; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!