Технические требования на сборку
МИНИСТЕРСТВО ОБРАЗОВАНИЯ ИРКУТСКОЙ ОБЛАСТИ
ГОСУДАРСТВЕННОЕ АВТОНОМНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ИРКУТСКОЙ ОБЛАСТИ
«ИРКУТСКИЙ ТЕХНИКУМ АВИАСТРОЕНИЯ И МАТЕРИАЛООБРАБОТКИ»
| КР-02510136-24.02.01-19-31-07 | К ЗАЩИТЕ ДОПУСКАЮ заместитель директора по УР _______________ Е.В. Прокопишина «______» __________________ 2019 г |
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС СБОРКИ УЗЛА
«ТОРМОЗНОЙ ЩИТОК»
Курсовой проект
МДК 01.03. Проектирование технологических процессов, разработка технологической документации и внедрение в производство.
ОП СПО ПССЗ 24.02.01 Производство летательных аппаратов
| РУКОВОДИТЕЛЬ: ______________________________ Должность, Фамилия имя отчество __________ «____» ______2019г. Подпись |
| ИСПОЛНИТЕЛЬ: студент группы СС-16-31 ______________________________ Фамилия имя отчество __________ «____» ______2019г. Подпись |
| Работа защищена на _________________________ «____» _____________ 2019г. |
г. Иркутск, 2019 г.
Содержание
Введение . . . . . . . . . . . . . 3
1 Объект производства . . . . . . . . . . 4
1.1 Конструктивно-технологическая характеристика сборочного узла . 4
1.2 Технические требования на сборку . . . . . . . 6
1.3 Анализ технологичности . . . . . . . . . 7
2 Технологическая часть . . . . . . . . . . 9
2.1 Обоснование проектируемого технологического процесса сборки 9
2.2 Выбор метода базирования . . . . . . . . 10
|
|
|
2.3 Разработка схемы сборки . . . . . . . . . 11
2.4 Выбор метода обеспечения взаимозаменяемости . . . . 13
2.5 Технические условия на поставку деталей для сборки . . . 15
3 Заключение . . . . . . . . . . . . 16
Список использованных источников . . . . . . . 17
Приложения . . . . . . . . . . . . 18
Введение
При разработке курсового проекта информация об узле бралась из следующих источников: летно-технические характеристики, схемы, фотографии и чертежи самолета Як-130.
При разработке курсового проекта ставились такие задачи, как:
- провести анализ конструктивно-технологических характеристик узла;
- разработать схему базирования;
- разработать схему сборки узла;
- выбрать метод обеспечения взаимозаменяемости;
- определить технические условия поставки деталей на сборку.
В ходе выполнения курсового проекта были применены навыки работы в «КОМПАС-3D», на примере данного узла были изучены процессы проектирования конструкции узла и конструкторской документации, а также технологического процесса сборки узла.
Объект производства
Як-130 российский учебно-боевой самолет, легкий штурмовик, разработанный ОКБ имени Яковлева совместно с итальянской компанией Aermacchi для замены в Военно-воздушных силах России учебно-тренировочных самолётов Л-39. Самолёт оборудован цифровой комплексной системой управления КСУ-130 (разработана в МИЭА), выполняющей функции системы автоматического управления и активной системы безопасности полёта и позволяющей, в учебных целях, имитировать характеристики устойчивости и управляемости других самолётов. Позволяет готовить пилотов на самолёты 4 и 5 поколений (Су-30, МиГ-29, F-16 и F-15, Rafale и Eurofighter Typhoon, F-22, F-35). Самолёт имеет электронную индикацию, построенную на трёх жидкокристаллических МФЦИ (многофункциональных цифровых индикаторах) размером 15×20 см, без электромеханических приборов, на каждого пилота. В передней кабине есть индикатор на лобовом стекле.
|
|
|
Конструктивно-технологическая характеристика сборочного узла
Узел «Тормозной щиток самолета Як-130», с номером сборочной единицы КП.24.02.01.19.152.17.100.СБ., это отклоняемая поверхность на самолёте, используемая для увеличения аэродинамического сопротивления. Тормозной щиток располагается на фюзеляже. В некоторых случаях в качестве тормозного щитка используют створки шасси и др. элементы.
|
|
|
Размеры тормозного щитка, следующие: длина 1,035 м, ширина 1,035 м, толщина 0,140 м.
Масса узла: 11,63 кг.
Общая форма узла – объемная с криволинейным контуром по обводообразующим поперечным элементам фюзеляжа. Расположение деталей узла задается относительно конструктивных баз, которыми являются: теоретический контур фюзеляжа, оси вращения тормозного щитка, оси лонжеронов, шпангоутов. Узел имеет 2 точки навески с фюзеляжем самолета.
Состав элементов узла приведен в таблице 1.1.
Таблица 1.1 – Состав элементов узла
| Номер по спецификации | Наименование | Кол-во, шт. | Материал |
| 1 | Обшивка верхняя | 1 | Лист В95ПЧАТВ 1,5 ГОСТ 21631-76 |
| 2 | Обшивка нижняя | 1 | Лист В95ПЧАТВ 1,5 ГОСТ 21631-76 |
| 3 | Лонжерон 1 | 1 | В95ПЧАТ ГОСТ 21631-76 |
| 4 | Лонжерон 2 | 1 | В95ПЧАТ ГОСТ 21631-76 |
| 5 | Диафрагма шп.1 правая | 1 | Лист Д16АТ 1,5 ГОСТ 21631-76 |
| 6 | Диафрагма шп.2 правая | 1 | Лист Д16АТ 1,5 ГОСТ 21631-76 |
| 7 | Диафрагма шп.3 правая | 1 | Лист Д16АТ 1,5 ГОСТ 21631-76 |
| 8 | Диафрагма шп.4 правая | 1 | Лист Д16АТ 1,5 ГОСТ 21631-76 |
| 9 | Диафрагма шп.1 левая | 1 | Лист Д16АТ 1,5 ГОСТ 21631-76 |
| 10 | Диафрагма шп.2 левая | 1 | Лист Д16АТ 1,5 ГОСТ 21631-76 |
| 11 | Диафрагма шп.3 левая | 1 | Лист Д16АТ 1,5 ГОСТ 21631-76 |
| 12 | Диафрагма шп.4 левая | 1 | Лист Д16АТ 1,5 ГОСТ 21631-76 |
| 13 | Диафрагма шп.1 средняя | 1 | Лист Д16АТ 1,5 ГОСТ 21631-76 |
| 14 | Диафрагма шп.2 средняя | 1 | Лист Д16АТ 1,5 ГОСТ 21631-76 |
| 15 | Диафрагма шп.3 средняя | 1 | Лист Д16АТ 1,5 ГОСТ 21631-76 |
| 16 | Диафрагма шп.5 средняя | 1 | Лист Д16АТ 1,5 ГОСТ 21631-76 |
|
|
|
Анализ соединений элементов узла представлен в таблице 1.2. Конструктивно-технологическое членение узла представлено на рисунке 1.1.
Таблица 1.2 – Конструктивно-технологическая характеристика соединений
| Пакет | Вид соединения | Характеристика соединения | Хар-ка швов | Доступ к шву |
| Обшивка 1 с лонжеронами 3 и 4, диафрагмами 5-16 и обшивкой 2 | Заклепочное | Заклепки 4 – 8 – ОСТ 1 34098-80 В65 – 560 шт. | Обводная кривизна | Свободный |
| Обшивка 2 с лонжеронами 3 и 4, диафрагмами 5-16 | Заклепочное | Заклепки 4 – 8 – ОСТ 1 11299-74 В65 – 460 шт. | Прямолинейный | Односторонний |
| Лонжероны 3 и 4 с диафрагмами 5-16 | Заклёпочное | Заклепки 4 – 8 – ОСТ 1 34076-85 В65 – 80 шт. | Прямолинейный | Свободный |
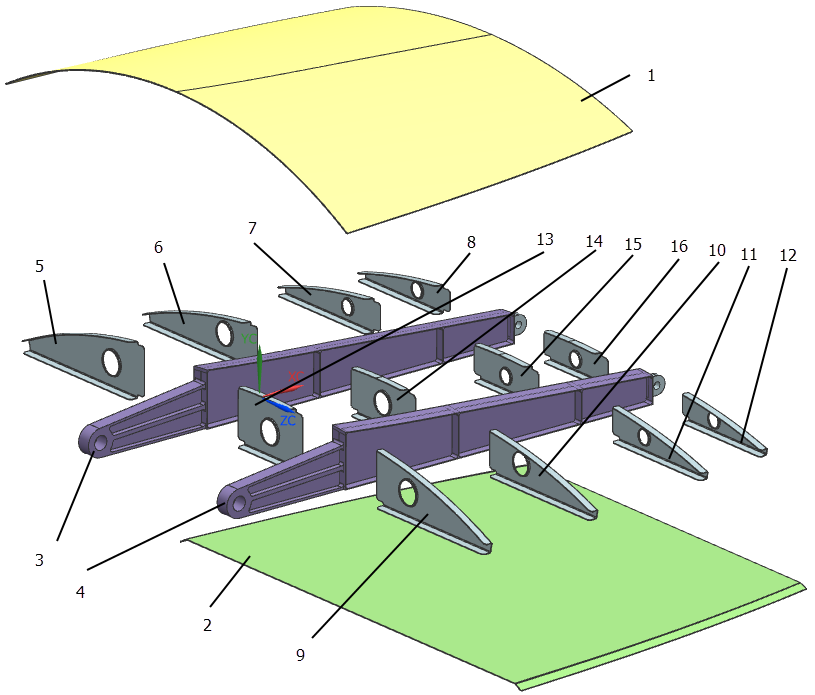
1 – Обшивка верхняя; 2 – Обшивка нижняя; 3 - Лонжерон 1; 4 - Лонжерон 2; 5 – Диафрагма шп.1 правая; 6 - Диафрагма шп.2 правая; 7 - Диафрагма шп.3 правая; 8 - Диафрагма шп.4 правая; 9 - Диафрагма шп.1 левая; 10 - Диафрагма шп.2 левая; 11 - Диафрагма шп.3 левая;
12 - Диафрагма шп.4 левая; 13 - Диафрагма шп.1 средняя; 14 - Диафрагма шп.2 средняя; 15 - Диафрагма шп.3 средняя; 16 - Диафрагма шп.5 средняя.
Рисунок 1.1 – Конструктивно-технологическое членение узла
Технические требования на сборку
Сборка тормозного щитка должна обеспечивать взаимную стыковку с другими узлами и должна удовлетворять требованиям чертежа, инструкций и технических условий. При изготовлении деталей и сборке должна соблюдаться технологическая последовательность операций.
Технические условия на сборку тормозного щитка имеют следующий вид:
1. Допускаемое отклонение от теоретического контура ± 2,0 мм.
2. Допускаемое отклонение по осям лонжеронов ±1,0 мм;
3. Допускаемое отклонение по осям диафрагм ± 1,0 мм.
4. Отклонение осей заклепочных швов не более ± 1,0 мм.
5. Допускаемое отклонение на шаг ± 1 мм.
6. Неуказанные предельные отклонения размеров по ОСТ 1.00022-80.
Анализ технологичности
Технологичными называются конструкции, которые при обеспечении эксплуатационных качеств изделия позволяют в условиях данного типа производства достигать наименьшей трудоемкости изготовления. Однако существует целый ряд показателей технологичности, не зависящих от типа производства.
Оценка технологичности производится различными методами. Одним из широко распространенных методов является метод экспертных оценок. При этом суммарный показатель технологичности Ктех. определяется как сумма произведений показателя уровня технологичности параметра Ni на удельный вес этого показателя технологичности Mi.
Зададим значения Ni и Mi в таблице 1.3 и определим значение суммарного показателя технологичности Ктех
| å |
| × |
| = |
| ) |
| M |
| N |
| ( |
| К |
| i |
| i |
| . |
| тех |
где:
Ni - значение показателя уровня технологичности;
Mi - удельный вес показателя технологичности;
t - порядковый номер показателя.
Таблица 1.3 – Показатели технологичности конструкции
| № пп | Наименование показателя | Значение показателя | Уровень техноло- гичности | Удельный вес показа- теля |
| 1 | 2 | 3 | 4 | 5 |
| 1. | Габаритные размеры трехмерный узел | максимальный размер, м до 2 | 0,7 | 0,5 |
| 2. | Форма обводов | Двойной кривизны | 0,2 | 0,5 |
| 3. | Форма контура | криволинейная | 0,6 | 0,5 |
| 4. | Уровень кривизны малая кривизна | радиус кривизны >1м | 0,9 | 0,4 |
| 5. | Допуск на аэродинамический контур, мм | ±1,5…2,0 | 0,8 | 1 |
| 6. | Выход на обвод | выходит | 0,5 | 0,8 |
| 7. | Расположение элементов каркаса | двухстороннее | 0,8 | 0,7 |
| 8. | Наличие узлов стыка | разъемные | 0,8 | 0,8 |
| Продолжение таблицы 1.3 | ||||
| 9. | Уровень панелирования | 
| 
| 0,5 |
| 10. | Наличие проемов и люков | нет | 1 | 0,5 |
| 11. | Конфигурация сечения деталей | открытая | 1 | 0,6 |
| 12. | Количество разнородных материалов | 2 | 0,9 | 0,6 |
| 13. | Обрабатываемость материала | алюминиевые сплавы | 0,95 | 0,5 |
| 14. | Уровень стандартизации | 
| 0 | 0,5 |
| 15. | Уровень повторяемости | 
| 0 | 0,5 |
| 16. | Расположение точек силового замыкания | продольно-поперечное | 0,8 | 0,7 |
| 17. | Конфигурация швов | прямолинейные | 1 | 0,8 |
| 18. | Шаг точек силового замыкания | постоянный | 1 | 0,8 |
| 19. | Вид соединения | заклепочное | 1 | 0,9 |
| 20. | Количество типоразмеров крепежа | 3 | 0,8 | 0,9 |
| 21. | Подходы к точкам силового замыкания | односторонний | 0,5 | 1 |
| 22. | Уровень механизации выполнения соединений | 
| 1 | 0,8 |
| 23. | Уровень автоматизации выполнения соединений | 
| 0 | 0,8 |
| 24. | Герметизация швов | нет | 1 | 0,9 |
Исходя из таблицы 1.3, значение Ктех = 11,6
Таблица 1.4 – Оценка уровня технологичности конструкции узла
| Значение Ктех | Оценка уровня технологичности |
| Более 15 10…15 8…10 менее 8 | Высокая технологичность Технологичная Низкая технологичность Не технологичность |
Вывод: анализ технологичности конструкции тормозного щитка показал, что узел является технологичным. Это свидетельствует о том, что конструкция узла, при обеспечении эксплуатационных качеств изделия, позволяет в условиях данного типа производства достигнуть умеренной трудоемкости изготовления.
Технологическая часть
Дата добавления: 2019-11-16; просмотров: 845; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!