Ремонт и регулировка контактов и механических деталей контактора
Содержание
Введение…………………………………………………………………………...3
1. Характеристики работ, и то что должен знать электромонтер третьегоразряда…...…………...............................................................................................4
2. Ремонт и обслуживание электрооборудования………………………………6
2.1. Пускателей……………………………………………………………………6
2.2. Тепловых реле………………………………………………………………..8
2.3.Контакторов………………………………………………………………….10
2.4.Ремонт и регулировка контактов и механических деталей контактора…13
3. Пайка проводов .………………………………………………………………15
3.1. Техника безопасности при пайке…………………………………………..17
4. Монтаж люминесцентных ламп……………………………………………...23
Заключение……………………………………………………………………….24
Список литературы………………………………………………………………25
Ремонт и обслуживание электрооборудования
Пускателей
Магнитный пускатель - это по сути коммутационное устройство, задача которого подключения и отключения нагрузки от сети. Такие устройства широко распространены в основном в промышленности и управление электродвигателей, но широкий спектр номинальных токов и малые габариты устройства позволяют также эффективно найти применения и в быту. В магнитных пускателях чаще всего выходят из строя подвижные или неподвижные элементы и дугогасительные контакты.
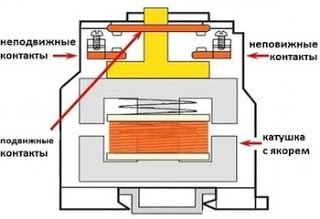
При интенсивной работе пускателя на контактных пластинах устройства образуется нагар металла, а также копоть и окислы. Все это очищается с помощью напильника с тонкой насечкой или надфиля. После хорошей зачистки контакты промывают салфеткой которую можна смочить в уайт-спирите или также можна применить в авиационный бензин. Но все же от данной процедуры лучше отказаться в исправных пускателях, так как токопроводящий слой на контактах устройства достаточно тонкий и каждая "профилактическая чистка" будет его уменьшать.
|
|
|
Плоскости соприкосновения якоря и сердечника вычищают мягенькой ветошью намоченной в спирту. Опосля чистки щупом шириной 0,05 мм либо узким листком бумаги необходимо проверить площадь соприкосновения сердечника и якоря, прижав рукою якорь к сердечнику. Плоскость соприкосновения обязана составлять более 70% от сечения кернов. Если же данный промежуток менее 0,2 мм, якорь либо сердечник пускателя необходимо зажать в тисках и и при помощи ратфиля спилить центральный керн. Значение данного промежутка обязано пребывать в пределах 0,2 - 0,25 мм.
Часто в процессе работы устройства слышен гул (гудение), причин может быть несколько. Прежде всего надо осмотреть трещины на каркасе катушки, возможно возник перекос самой катушки, слишком мощная возвратная пружина. Все ето имеет возможность привести к тому, что якорь при замыкании недостаточно тесно прилегает к сердечнику. Следствием станет больший ток катушки в следствии наименьшего ее индуктивного сопротивления (отсюда и гул), а также подгорание силовых контактов.
|
|
|
Вероятен и выход из строя самой катушки, они бывают как каркасные так и бескаркасные. При дефекте изоляции катушки либо обрыве обмоточного электропровода в верхних слоях обмотки снимают внешную изоляцию обмотки и покоробленные витки до места дефекта либо обрыва, допаивают, изолируют место пайки нового обмоточного электропровода и поматывают требуемое численность витков. Хотя порой когда дефекты катушки значительные, межвитковые замыкания, обгорании изоляции обмотки, катушку гораздо лучше поменять на новую. Порой когда при замыкание контактов случается разновременность замыкания пластинок, можно попробовать исправить затяжкой хомутика, держащего основные контакты на валу.Если поверхность магнитных пластин имеет повреждения и дефекты, ее очищают мягкой тряпочкой, смоченным в бензине или в уайт-спирите, и просушивают. А уже после высыхания сердечник и якорь опускают в ванночку с эмалью так, чтобы поверхности соприкосновения не были покрыты лаком, причем ширина неокрашенного пояска вокруг кромок поверхности соприкосновения должна быть не более 3 мм. Покрывать лаком якорь и сердечник магнитопровода можно и с помощью кисточки. После окраски магнитопровод на протяжение 3 часов сушат на открытом воздухе до полного высыхания.
|
|
|
Тепловых реле
Ремонт тепловых реле и автоматических выключателей. Повреждения отдельных элементов теплового реле (износ, деформация и поломка деталей; подгорание контактов) приводят к нарушению режимов его срабатывания. Поэтому важный момент восстановления работоспособности теплового реле—его регулировка. Реле испытывают нагрузочным током.
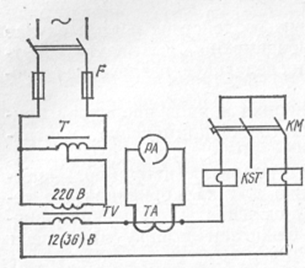
(рис. 138) и снимают его характеристики в виде зависимости между током срабатывания и выдержки (как без предварительного подогрева, так и после подогрева номинальным током). Сравнением полученных характеристик с контрольными определяют соответствие реле техническим условиям или повторяют опыт, изменив положение регулировочного рычага. Автоматические выключатели АП-50, А3100, АЕ-2000 и другие выпускаются с тепловыми и электромагнитными разделителями. Работу расцепителей автоматов проверяют подобно проверке работы теплового реле с использованием соответствующих нагрузочных схем и контрольных характеристик для каждого типа выключателей. Основные неисправности деталей механического характера (износ и подгорание контактов и зажимных клемм, износ трущихся поверхностей рычагов и тяг, ослабление и поломки пружин) устраняют операциями, используемыми при ремонте рассмотренных ранее пускозащитных и регулировочных устройств.
|
|
|
Проверять и налаживать тепловые реле рекомендуется в лаборатории, используя специальные электрические устройства. Проверку реле начинают с внешнего осмотра: проверяют наличие пломб, целостность кожуха и плотность прилегания его к цоколю, состояние уплотнений, очистка реле.
После снятия кожуха приступают к внутреннему осмотру: очищают детали, проверяют затяжку винтов, гаек, крепящих пружин, контакты, подпятники, магнитопроводы; проверяют надежность внутренних соединений; регулируют механическую часть реле; контакты тщательно очищают и полируют. (пользоваться надфилем или абразивными материалами нельзя).
Далее измеряют сопротивление изоляции мегаомметром 1000 В между электрическими частями реле и корпусом, которое должно быть не менее 10 МОм, проверяют уставки. Если обнаружены дефекты, выходящие за возможность устранения их в лаборатории, реле заменяют новым.
При ремонте магнитных пускателей с тепловыми реле должно быть обращено внимание на целостность и состояние этих реле. У тепловых реле чаще всего выходят из строя (перегорают) нагревательные элементы. Эти элементы имеют различное устройство и бывают 6 типов, рассчитанных на различные токи. Элементы первого и второго типов изготовляют из нихромовой или фехралевой проволоки. В элементах первого типа проволока намотана на пластинку из слюды и к концам проволоки припаяны серебром медные наконечники. В элементах второго типа проволока навита в виде спирали к ее концам припаяны стальные наконечники. Спиральные элементы кадмированны для предохранения их от окисления. Элементы остальных четырех типов изготовляют методом штамповки.
Для тепловых реле должно быть четкое срабатывание при токе 1,5 Іном с выдержкой времени 20 мин, при токе 1,2 Іном и в течение часа при токе 1,05 Іном. Время возврата реле должно быть не более 3 мин после его отключения.
Контакторов
Ремонт электромагнитных контакторов при текущем ремонте проводят с полной их разборкой. Его удобно производить на специальных стендах, имеющих подвод воздуха и постоянного тока напряжением 50В для испытания отремонтированных аппаратов. На таком стенде каждый контактор устанавливают в гнездо, позволяющее быстро закрепить стойку и свободно поворачивать аппарат в горизонтальной плоскости при разборке и сборке. Перед разборкой контакторы продувают сжатым воздухом, снимают дугогасительную камеру и осматривают узлы и детали на определение объема ремонта. Все детали очищают от грязи, разбирают и осматривают, убеждаясь в отсутствии трещин.Рог дугогасительной системы очищают от плавлений и копоти металлической щеткой или наждачным полотном. Профиль рога проверяют по шаблону и при больших оплавлениях или трещинах восстанавливают газовой сваркой. После остывания дугогасительного рога сварочный шов зачищают напильником.Контакты с незначительным износом или имеющие подгары, зачищают бархатным или личным напильником, стараясь снять возможно меньший слой металла и не изменить профиля контакта. После зачистки контакты протирают ветошью. Места сопротивления контакта с рогом обслуживают припоем. Контакты, изношенные выше допустимых норм, могут быть восстановлены. В этом случае изношенные контакты после очистки и замеров наплавляют медью газосваркой. Контакты предварительно нагревают газовой горелкой, после чего наплавляют их рабочие поверхности. Наплавленные контакты для придания твердости простукивают молотком и обрабатывают. Размеры профиля контактов контролируют шаблонами.Дугогасительную катушку проверяют на отсутствие повреждений поверхностной изоляции, на надежность пайки кабельных наконечников; замеряют активное сопротивление обмотки и сопротивление изоляции между обмоткой и полюсами, которое должно быть не менее 10 Мом. При заниженном сопротивлении изоляции катушку сушат в печи при температуре 100-110°С или производят замену изоляционной втулки сердечника. Площадь сечения провода и число витков дугогасительной катушки должны соответствовать техническим требованиям чертежа. В случае невыполнения этого условия может быть неправильное направление магнитного выдувания электрической дуги, что приводит к сильным обгарам дугогасительных рогов и контактов. Дугогасительную катушку контактора с трещинами в витках заменяют. При постановке новой катушки контактный вывод приваривают латунью, предварительно хорошо пригнав друг к другу сопрягаемые поверхности. После этого место соединения с витками изолируют вполуперекрышу двумя слоями лакоткани и изоляционной лентой. Витки катушки прокрашивают при необходимости масляно-битумным лаком БТ-99 Витки не должны касаться друг друга и подходить ближе чем на 2 мм к дугогасительному рогу.
Включающую катушку контактора - промывают бензином и осматривают на отсутствие ослабления выводных зажимов, проверяют наружную изоляцию и состояние каркаса. Для выявления возможных обрывов проводов измеряют мегаомметром активное сопротивление катушки. Оно не должно отклоняться от установленного более чем на 8% в большую или на 5% в меньшую сторону. Повышенное сверх допустимого значения сопротивление катушки укажет на возможный внутренний обрыв обмотки или на ухудшение контакта между жилой вывода обмотки и наконечником. Катушки с пониженным сопротивлением изоляции подвергаются пропитке.
Ремонт катушек с их полной разборкой выполняют при наличии в них обрывов проводников или межвитковых замыканий. Если у катушек повреждена покровная изоляция, то при ремонте ограничиваются только сменой изоляции. У катушек допускается восстановление двух обрывов обмотки. Концы обмоточных проводов в местах обрыва зачищают, скучивают и пропаивают припоем ПОС-40.Катушки с оплавлением витков более 3% площади их сечения или с трещинами шин подлежат ремонту. Прогары, оплавления или трещины зачищают и проваривают латунью газовой сваркой. При более глубоких прожогах катушки заменяют. Катушки, прошедшие ремонт, пропитывают в лаке. Поврежденную оплетку выводов заделывают прорезиненной липкой лентой. Якорь магнитопровод, сердечник промывают от грязи и при необходимости оцинковывают. Втулки с разработанными отверстиями в контактодержателе, якоря распрессовывают и устанавливают новые. Оси и валики очищают от грязи, опалины, подгаров, оцинковывают и перед постановкой смазывают.
Дугогасительная камера
Снятую с контактора дугогасительную камеру продувают сжатым воздухом, очищают от копоти, подгаров и брызг металла и разбирают. Асбестоцементные стенки, перегородки и решетки очищают на сталеструйной или установке. Стенки с толщиной менее 4 мм, со сколами, трещинами и прогарами глубиной более 25% их толщины их заменяют. Места более глубоких трещин и прогаров разделывают, тщательно зачищают напильником, крупнозернистой шлифовальной бумагой или обрабатывают в пескоструйной камере, очищают от пыли и песка и заделывают специальной замазкой или эпоксидной смолой.
В качестве замазки применяют асбестоцементный порошок, разведенный жидким стеклом, или смесь из равных частей гипсового порошка и асбестового волокна на щелочном лаке. Замазку наносят так, чтобы ее уровень был немного выше ремонтируемой поверхности, так как по мере затвердевания она дает усадку. Замазку на жидком стекле сушат при температуре 25-30°С, а щелочную - в сушильной печи при температуре 70-80°С в течение 7-8ч.Сквозные прожоги и трещины можно устранить специальной мастикой. Замазку наносят немедленно после ее изготовления, так как у нее быстро начинается процесс полимеризации и через 30-40 мин. она уже затвердевает. Перед нанесением мастики ремонтируемое мест тщательно обезжиривают ацетоном или бензином. После окончательной обработки для повышения влагостойкости асбестоцементные стенки и перегородки пропитывают льняным маслом. Убедившись в исправности всех деталей камеру собирают.
Изоляционные планки и панели оснований, рычаги, стойки должны иметь чистую глянцевую поверхность или быть окрашены эмалью ГФ-92-ХК.
Поверхностную изоляцию, имеющую трещины, сколы, прожоги или повреждения до половины ее толщины, снимают полностью или частично. Небольшие прогары зачищают напильником и шлифуют мелкой стеклянной бумагой. Ремонтируемое место промывают бензином и дважды покрывают эмалью.Пружины снимают, промывают и проверяют по основным размерам. Пружины, имеющие следы ржавчины, оцинковывают с последующим обезводораживанием. Растянутые или просевшие, но не имеющие механических повреждений пружины восстанавливают. Для этого пружину отпускают, нагревая до температуры 920-980°С, сжимают или растягивают до чертежных размеров и для придания необходимой упругости подвергают закалке. Концевые винты пружины должны иметь ровную горизонтальную поверхность. Пружины с трещинами и не соответствующие характеристике заменяют.
Шарнирные соединения.
Они должны обеспечивать свободное без заеданий движение соединяемых деталей и не иметь повышенного люфта.
Для ремонта шарнирное соединение разбирают. Неисправные оси и валики не ремонтируют, а заменяют новыми. Разработанные отверстия заваривают и рассверливают под чертежный размер или на больший диаметр с последующей установкой в него втулки с соответствующими внутренним и наружным диаметрами.
Перед сборкой трущиеся поверхности шарнирных соединений покрывают смазкой, а после сборки контролируют зазор в шарнире.
После ремонта всех узлов и деталей контактор собирают в обратной разборке последовательности.
Ремонт и регулировка контактов и механических деталей контактора
Перед ремонтом осматривают все основные части контактора, чтобы установить, какие детали подлежат замене и восстановлению. Лучше всего пользоваться заводскими запасными частями и лишь в случае их отсутствия изготовлять новые. Ремонт контакторов сводится прежде всего к восстановлению контактов. При небольшом обгорании контактной поверхности ее очищают от копоти и наплывов обычным личным напильником и стеклянной бумагой. Зачистку нужно производить осторожно, снимая небольшой слой металла. Смазывать контактные поверхности не рекомендуется, так как при возникновении дуги смазка сгорает и загрязняет поверхность, ухудшая условия работы контакта. Однако если поверхность контактов покрыта слоем серебра, чистить их напильником не рекомендуется. В случае сильного обгорания контактов необходима их замена. Для изготовления контактов применяют медные цилиндрические или фасонные прутки из твердой меди марки М-1.
Контакты в виде заклепок, винтов, болтов и гаек изготовляют обточкой на токарных, токарно-револьверных или токарно-винторезных станках. Профили новых контактов контакторов и контроллеров для плавного перекатывания контакта должны строго соответствовать профилю поверхности сменяемого контакта.
При изготовлении этих контактов пруток зажимают в машинные тиски или специальное приспособление с губками данного профиля и -на горизонтально-фрезерном станке разрезают на требуемые отрезки. При этой операции важно обеспечить параллельность сторон и точный размер ширины отрезаемого профиля (±0,2); образовавшиеся на заготовке заусенцы опиливают напильником и лишь после этого в заготовке сверлят или нарезают резьбу.
После ремонта контактной системы проводят ее регулировку. Регулировка работы контактной системы является одной из наиболее ответственных операций ремонта, от которой зависит нормальная работа аппарата. Контакты различного назначения должны включаться и отключаться в установленной последовательности, а контакты фаз, выполняющих одну функцию, должны срабатывать одновременно. Если в процессе регулирования начальные нажатия при новых конгактах не укладываются в нормируемые заводом пределы, необходимо сменить соответствующие контактные пружины. Степень нажатия контактов проверяют в двух положениях — когда они разомкнуты (начальное нажатие) и когда замкнуты (конечное нажатие).
При ремонте контакторов придерживаются паспортных величин нажатия контактов. Отклонение от них в ту или иную сторону может привести к неустойчивой работе контактора, вызывая его перегрев и сваривание контактов.
Дата добавления: 2018-08-06; просмотров: 6277; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!