Технологический процесс ремонта детали
Назначение и техническая характеристика оборудования
Вертикальный консольно-фрезерный станок может использоваться как в индивидуальном, так и в серийном производстве. Заложенная в конструкцию мощность привода и имеющийся широкий диапазон чисел оборотов позволяет обрабатывать детали из чугуна, стали, цветных металлов инструментами из быстрорежущей стали твердосплавным инструментом при максимальной производительности.
Станок обеспечивает как встречное, так и попутное фрезерование.
Шпиндель, при отключении привода, останавливается при помощи электрического дискового тормоза.
Применение специальных приспособлений расширяет область применения станка.
Технические характеристики станка приведены в таблице 1.
Таблица 1 – Технические характеристики
| Основные параметры | Значение |
| 1 | 2 |
| Предельные размеры устанавливаемой заготовки, мм: -длина -ширина -высота Предельные размеры обрабатываемых поверхностей, мм: -длина -ширина -высота Наибольшая масса устанавливаемой заготовки, кг Параметры стола, мм: -длина -ширина | 1600 400 630 1120 345 630 1500 1600 400 |
Продолжение таблицы 1
| 1 | 2 |
| Наибольший диаметр фрезы, устанавливаемой на станке, мм Посадочное место для крепления инструмента Наибольшее перемещения стола,мм: -продольное -поперечное -вертикальное Угол поворота стола (в обе стороны), град Пределы частот вращения шпинделя, мин-1 Пределы рабочих подач стола, мм/мин: -продольных и поперечных -вертикальных Пределы скоростей ускоренных перемещений стола, мм/мин: -продольных и поперечных -вертикальных Мощность привода главного движения, кВт Производительность насоса подачи СОЖ, л/мин, не менее Емкость бака СОЖ, л Габаритные размеры станка, мм: -длина -ширина -высота Класс точности станка Масса станка, кг Количество ступеней | 315 Конус 50АТ5 ГОСТ 15945 1120 345 630 45º 28-1400 16-800 5-250 3150 1000 11 10 45 2340 2145 2730 Н 4900 18 |
Устройство и принцип работы оборудования и сборочной единицы
|
|
|
Станок FSS 315/2 из стойки (поз. 5), которая крепится к фундаментной плите (поз. 3). Сверху на стойке крепится вертикально-фрезерная головка (поз. 10). По направляющим стойки в вертикальном направлении перемещается консоль (поз. 1). По направляющим консоли в поперечном направлении перемещаются салазки поперечные (поз. 4), по направляющим которых перемещается стол (поз. 6) в продольном направлении. Механизм опускания консоли позволяет автоматически опускать деталь относительно инструмента при ускоренном ходе. Таким образом, сохраняется качество полученной поверхности изделия, повышается износостойкость инструмента. По окончании ускоренного хода деталь возвращается в первоначальное положение.
|
|
|
Компоновка станка модели FSS 400 2/PS приведена на рисунке 1.
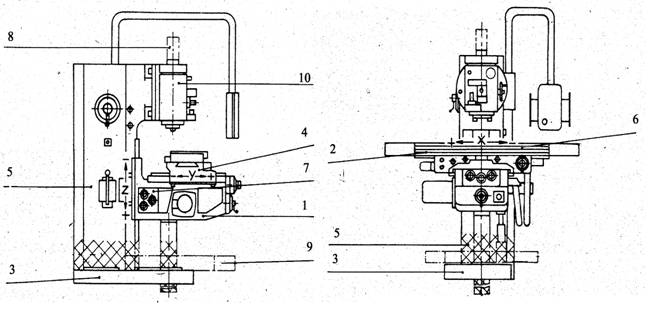
1 – консоль; 2 – продольные салазки; 3 – плита фундаментная; 4 – салазки поперечные; 5 – стойка; 6 – стол; 7 – устройство зажимное электромеханическое; 8 – шпиндель; 9 – поддон для сбора СОЖ;10 – головка фрезерная универсальная (вертикальный шпиндель).
Рисунок 1 – Компоновка станка FSS 315/2
К стойке (поз. 5) крепится вертикальная универсально-фрезерная головка (поз. 10).
Станок оснащен поддоном для сбора СОЖ (поз. 9).
Станок имеет пульт управления, зажим инструмента производится при помощи электромеханического зажимного устройства.
Вертикальная универсально-фрезерная головка является составной частью вертикального консольно-фрезерного станка модели FSS 315/2.
Головка предназначена для одновременной или последовательной обработки изделия при помощи горизонтального шпинделя станка и вертикального шпинделя головки (поз. 3). Головка фрезерная крепится к хоботу через зажим и имеет возможность поворота в поперечном и продольном направлении стола, что позволяет производить фрезерование наклонных поверхностей деталей.
|
|
|
Привод вертикального шпинделя осуществляется парой зубчатых колес. Шпиндель имеет 18 скоростей вращения передающихся на него от коробки скоростей. Опорами шпинделя служат подшипники. Инструментальные оправки закрепляются при помощи шомпола. Головка фрезерная может поворачиваться в продольной плоскости стола на угол ±45º, а в поперечной плоскости стола на угол ±30º.
Технологический процесс ремонта детали
Деталь – Шпиндель
Материал – Сталь 40Х ГОСТ 4543-71
Поверхность детали не подвергается закалке
В результате дефектации было выявлено, что у шпинделя произошел износ посадочных мест под подшипники равный 0,05мм и базовый конус имеет задиры.
Дата добавления: 2018-06-01; просмотров: 383; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!