Опишите сущность технологии дуговой сварки в среде защитных газов, ее разновидности и область применения
При сварке в защитном газе электрод, дуга и сварочная ванна защищены от воздействия окружающего воздуха струей защитного газа.
В качестве защитных газов применяют инертные газы (аргон, гелий) и активные газы (углекислый газ, азот, водород и др.), для чего используют иногда смеси двух газов и более. Наибольшее применение нашли аргон и углекислый газ.
Аргонодуговая сварка. Сварку осуществляют неплавящимися и плавящимися электродами. Сварку неплавящимся (вольфрамовым) электродом ведут на постоянном токе прямой полярности (рис. 1). В этом случае дуга легко зажигается и горит устойчиво при напряжении 12... 18 В. При обратной полярности возрастает напряжение дуги, уменьшается устойчивость ее горения и снижается стойкость электрода.
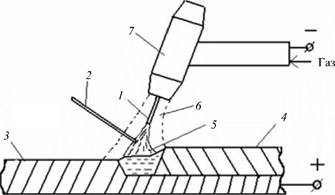
Рис. 1. Схема процесса дуговой сварки в инертных газах: 1- электрод; 2 - присадочная проволока; 3 - изделие; 4 - сварной шов;5 - дуга; б - поток защитного газа; 7 – горелка
Однако при обратной полярности под воздействием дуги с поверхности свариваемого металла удаляются оксиды. Это свойство дуги используют при сварке алюминия, магния и их сплавов, применяя для питания дуги переменный ток.
При сварке неплавящимся электродом на переменном токе сочетаются преимущества дуги на прямой и обратной полярностях. Для повышения эффективности и устойчивости процессов питание дуги переменным током осуществляют от специальных источников тока. Сварку в аргоне плавящимся электродом выполняют на автоматах или в виде механизированного варианта
|
|
|
Устройство, принцип работы и технологические возможности постов ручной аргонодуговой сварки и механизированной сварки в С02
Установка для аргонодуговой сварки УДГ-301 и полуавтомат для сварки в углекислом газе ПДГ-305 или подобный ему. Упрощенная схема установки для ручной аргонодуговой сварки переменным током представлена на рис.2. Она состоит из источника питания дуги 1 (трансформатора), осциллятора 2, балластного реостата 3, баллона с защитным газом 4, газоэлектрической горелки 5, редуктора и контрольных приборов (амперметра, вольтметра, расходомера газа).
Источник питания с повышенным напряжением холостого хода в сочетании с осциллятором необходим для легкого и быстрого возбуждения дуги и ее устойчивого горения, так как потенциал возбуждения и ионизация инертных газов значительно выше, чем у азота, кислорода и паров металла.

Рис. 2. Упрощенная схема ручной аргонодуговой сварки переменным током
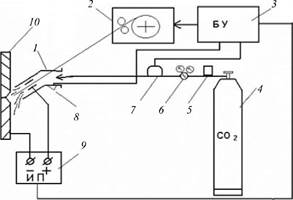
Рис. 3. Упрощенная схема сварочного полуавтомата в среде СО2
Изделие (10) на рис. 3 получают при использовании сварочного полуавтомата для сварки в СО2, который состоит из сварочной горелки 1, подающего механизма 2, обеспечивающего поступление проволоки в сварочную горелку по гибкому шлангу, блока управления процессом сварки 3, который имеет электрическую связь со всеми элементами полуавтомата.
|
|
|
Сварочная горелка представляет собой ручной инструмент, обеспечивающий направленную подачу проволоки, токопровод к ней и газовую защиту зоны горения дуги. Защитный газ поступает в горелку из баллона 4, проходя последовательно через подогреватель 5, редуктор-расходомер 6 и отсекающий клапан 7. На сварочной горелке предусмотрена клавиша управления 8 для подачи сигналов в блок управления о начале и окончании сварки. Остальные технологические команды выдает блок управления (продувка шланга газом, включение источника тока 9, подача проволоки и сварка, выключение тока и после некоторой выдержки - прекращение и подача газа).
В процессе ознакомления в лаборатории со схемами и натурными образцами сварочного оборудования необходимо уделить внимание назначению и устройству следующих элементов и узлов:
а) в аргонодуговой установке УДГ-301:
• источнику питания и осциллятору;
• горелкам, баллонам для аргона, запорной и регулирующей арматуре и контрольно-измерительным приборам;
|
|
|
б) в полуавтомате ПДГ-305:
• источнику питания и механизму подачи сварочной проволоки;
• горелкам, баллонам для СО2, осушителям, запорной и другой арматуре, контрольно-измерительным приборам.
Необходимо также выписать технические характеристики и энергетические показатели установки УДГ-301 и полуавтомата ПДГ-305, ознакомиться с правилами их подключения и безопасной работы на них
Список использованной литературы:
1. Серебряков А.С. Материаловедение. Электроизоляционные материалы. - М. 2009.
2. Колесов С.Н., Колесов И.С Материаловедение и технология конструкционных материалов. - М ., 2007.
3. Ржевская С.В. Материаловедение. - М.,2004г.
4. Комаров О.С. Материаловедение и технология конструкционных материалов. - Минск, 2005.
5. Пейсахов А.М., Кучер А.М. Материаловедение и технология конструкционных материалов. - СПб., 2004.
Дата добавления: 2018-05-01; просмотров: 1060; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!