Выбор положения отливки в форме и
Министерство образования и науки Российской Федерации
Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования
Национальный минерально-сырьевой университет «Горный»
Кафедра машиностроения
ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ
МАТЕРИАЛОВ
ЗАГОТОВИТЕЛЬНОЕ ПРОИЗВОДСТВО
Методические указания к лабораторным работам для студентов
машиностроительных и технологических специальностей
всех форм обучения
Санкт-Петербург
2015
УДК 621.7/09612.9(0.75.83)
ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ: Методические указания к лабораторным работам «Заготовительное производство» /Национальный минерально-сырьевой ун-т. Сост.: С.Ю. Кувшинкин, В.И. Болобов. СПб, 2015, 55 с.
Даны рекомендации и пояснения по выполнению лабораторных работ. Содержатся сведения, необходимые как для выполнения лабораторных работ, так и для самостоятельных работ по дисциплине «Технология конструкционных материалов».
Методические указания предназначены для студентов машиностроительных и технологических специальностей всех форм обучения.
Табл. 24. Ил. 17. Библиогр.: 4 назв.
Научный редактор проф. И.П. Тимофеев
 © Национальный минерально-сырьевой
© Национальный минерально-сырьевой
университет «Горный», 2015 г.
ЛАБОРАТОРНАЯ РАБОТА №1
«Разработка технологического процесса изготовления
Отливки в песчаной форме»
|
|
|
Введение
Литейным производством называется способ изготовления изделий различной конфигурации и назначения путем заливки расплавленного металла в специальную форму. Формы могут быть песчаными, металлическими керамическими и т.д. В зависимости от количества получаемых в одной форме отливок формы бывают разовые, полупостоянные и постоянные. Наиболее распространенными являются разовые песчаные формы, в которых получают около 80% всего фасонного литья. Остальные 20% отливок производятся специальными способами: кокильным литьем, литьем по выплавляемым, выжигаемым, растворяемым и другим моделям, литьем в оболочковые формы, центробежным литьем и т.д. Более широкое применение специальных способов литья в промышленности сдерживается их сравнительно высокой стоимостью и невозможностью получения отливок больших размеров и массы. Вместе с тем следует отметить, что отливки, полученные специальными способами, имеют незначительные припуски на механическую обработку, высокие механические свойства и качество. Поэтому окончательный выбор способа литья производится на основе технико-экономического сравнения различных вариантов. Практика показывает, что примерно 50% всех деталей работающих машин и механизмов изготавливаются из литых заготовок. Такое предпочтение данному способу производства заготовок объясняется возможностью получения изделий практически любой конфигурации. К ним относятся корпуса редукторов, подшипников скольжения, фланцы, втулки, звездочки цепных передач и т.д.
|
|
|
Цель работы – ознакомление с основными этапами проектирования технологического процесса изготовления отливки в песчаной форме.
Перед выполнением работы студент получает следующие исходные данные:
1. чертеж детали с техническими условиями на ее изготовление;
2. марка литейного сплава;
3. сведения о типе производства (единичное, мелкосерийное, серийное, крупносерийное или массовое).
Исходные данные выдаются преподавателем индивидуально каждому студенту.
Для выполнения работы необходимо:
1. выбрать способ формовки;
1. выбрать положение отливки в форме и назначить плоскости разъема;
2. назначить припуски на механическую обработку на все обрабатываемые поверхности детали, напуски и формовочные уклоны. Разработать чертеж отливки;
3. разработать чертеж модели;
4. разработать чертеж стержня (если стержень необходим);
5. произвести расчет литниковой системы;
|
|
|
6. разработать чертеж литейной формы в сборе.
Графическая часть работы включает в себя эскиз детали, эскиз отливки, эскизы модели, стержня и чертеж литейной формы в сборе. Если для изготовления отливки требуется несколько стержней, вычерчивается один стержень и для него стержневой ящик (по выбору студента).
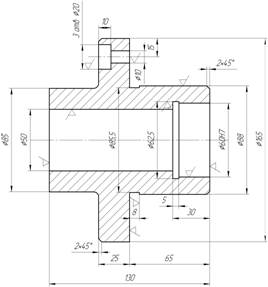
Порядок выполнения работы показан на конкретном примере. Отливаемая деталь - корпус подшипника, материал - чугун СЧ 21, производство мелкосерийное. Эскиз детали представлен на рис. 1.
|
| Рис. 1. Эскиз детали |
Выбор положения отливки в форме и
Дата добавления: 2018-04-05; просмотров: 163; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!