ОПРЕДЕЛЕНИЕ СТРУКТУРЫ И ПАРАМЕТРОВ ПРОИЗВОДСТВЕННЫХ КЛЕЕНЫХ ИЗДЕЛИЙ
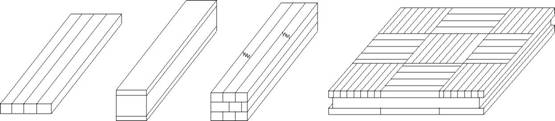
Изделиями (материалами) этой группы являются блочные и щитовые конструкции, получаемые в результате склеивания заготовок и деталей по кромкам, пласти и длине (рис.1).
1 2 3 4
Рис. 1. Клееные материалы конструкционно-строительного назначения 1- клееные реечные щиты; 2- клееный трехслойный брус; 3- сборно-клееная балка;
4 - двухслойные щиты паркета
Технологические расчеты включают в себя:
а) определение производственной программы участка, цеха; б) определение потребности в пиломатериалах; в) определение потребности в оборудовании.
В начале работы необходимо рассчитать объем выпуска заданной продукции, то есть определить производственную программу участка.
Производственная программа – это планируемый объем выпуска из-делий (материалов) одного или нескольких видов в течение смены, месяца, квартала, года. Он рассчитывается по производительности головного (основного) оборудования, входящего в состав технологического потока, линии, участка. В производстве клееных конструкций из древесины про-грамма выпуска определяется, исходя из результатов расчета производи-тельности клеильного пресса.
18
Для пресса периодического действия часовая производительность вычисляется по формуле:
Пчас = (60 · l b S n Kр) / tц.
(1)
где l, b, S – линейные размеры изделия (щита, блока, бруса и т.д.), м; n – количество изделий, получаемых в течение одного цикла
|
|
|
работы пресса, шт.; Кр – коэффициент использования рабочего времени
(Кр = 0,85 - 0,95);
tц – продолжительность цикла одной запрессовки, мин.; Примечание. Полная продолжительность цикла запрессовки прини-
мается из расчета по формуле:
| tц = tр + tвсп , | (2) |
где tр - продолжительность выдержки материала в прессе;
tвсп - продолжительность выполнения операций по загрузке и разгрузке пресса, смыканию и размыканию плит, а также иных, которые выполняются за пределами процесса прессования или склеивания. Производительность прессов проходного типа определяется по
| формуле | |
| Пчас = 60 u b S Кз Кт , | (3) |
где u - скорость подачи или прохождения склеиваемого материала через прессующее устройство, м/мин.;
b, S - соответственно ширина и толщина изделия, м;
Кр - коэффициент использования рабочего времени (К= 0,85 - 0,9); Кт - коэффициент, учитывающий потери времени из-за межторцовых
разрывов при подаче материала (Кт=0,9 - 0,95); Годовая программа цеха по выпуску клееной продукции рассчитыва-
| ется по формуле | |
| Qв = (Пчас Тэф), | (4) |
| где n - количество прессов, шт.; | |
| Пчас(i) - расчетная производительность пресса, м2/ч (м3/ч); | |
| Тэф(i) - эффективный годовой фонд работы пресса, ч; | |
| Тэф = m Тсм t , | (5) |
| где m - количество дней работы пресса за год; |
Тсм - продолжительность рабочей смены, ч ; t - сменность работы.
|
|
|
Примечание: При выполнении расчетов в общих случаях можно при-нимать Тэф = 2000 ч для односменной работы оборудования.
Пример. Определить производственную программу участка клееныхдвуслойных реечных щитов, оборудованного однопролетным прессом периодического действия.
Исходные данные:
размеры щитов 600 х 600 х 32 мм;
19
клей на основе карбамидной смолы; пресс однопролетный с плитами размером 3000 х 1320 мм; загрузка механизированная:
скорость ленточного транспортера V = 0,6 м/с (холостой ход V =1,2 м/с)
Пояснения и схемные решения
На подающем ленточном транспортере, являющемся загрузочно-разгрузочной платформой, оптимально размещаются 8 щитов размером 600 х 600 мм. Эта платформа с партией щитов входит в промежуток между плитами гидравлического пресса и возвращается в исходное положение со скоростью 0,6 м/с. Зона перемещения (в данном случае 3,6 м), таким об-разом, удваивается. При обратном ходе подающего транспортера склеен-ные щиты последовательно выталкиваются упором, перемещающимся вместе с транспортерной платформой, на приемный конвейер и с него вы-ходят на стол – стопоукладчик. Новая партия заготовок для склеивания в это время занимает положение предыдущей (рис.2).
|
|
|
а)
3000

б)

 600
600 
3600

Рис. 2. Схемы организации участка склеивания щитов и механизированной транспортировки материалов:
а) сборка-склеивание щитов на базе однопролетного пресса периодического действия; б) схема последовательного перемещения заготовок и щитов;
Примечание: В персональном задании на лабораторно-практическуюработу способ и технические средства, используемые для склеивания щитов, могут быть иными.
20
Продолжительность загрузки щитов составляет: tзагр = 3,6/0,6 + 3,6/0,6 = 6+6 = 12 с.
Время смыкания и размыкания плит пресса: tсм = 10 c.
Время подъема и снятия давления (по характеристике пресса): tд = 8с. Общее время вспомогательных операций:
tвсп=12 + 10+ 8 = 30 с.
Продолжительность склеивания щитов толщиной 32 мм клеем на ос-нове карбамидоформальдегидной смолы при температуре плит пресса t =105 … 110 ºС составляет tР = 10 … 12 мин.
С учетом принятого tР = 10 мин., продолжительность цикла одной за-прессовки составит
|
|
|
tЦ =10 + 0,5 = 10,5 мин.
Часовая производительность пресса:
Пчас = (0,94 · 60 · 0,6 · 0,6 · 0,032 · 8) / 10,5 = 0,49 м3/ч или Пчас = 14,2 м2/ч; Пчас = 40 шт/ч.
Годовой выпуск клееных щитов этого типа в условиях двухсменной
работы участка составит:
Qв = 14,2 · 2000 · 2 = 56800м2
Дата добавления: 2018-04-04; просмотров: 239; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!