Оснастка для удаления отходов
Верхняя часть оснастки для удаления отходов (см. рис. 5) представляет собой конструкцию, состоящую из плоского фанерного основания с прорезанными в нем лазерным лучом пазами и отверстиями, в которые вставлены детали, выполняющие роль пуансонов. Они проталкивают отходы через отверстия в нижней части оснастки для удаления отходов.
Пуансоны могут быть изготовлены из различных материалов: дерева, фанеры, стали, цветных металлов и сплавов, пластмассы и пр. Кроме того, верхняя часть оснастки имеет приклеенные к фанерному основанию прижимные устройства в виде полос из поролона различной твердости и плотности в зависимости от свойств обрабатываемого материала. Также в фанерное основание оснастки могут быть вмонтированы специальные детали для крепежа оснастки в штанцевальной машине (здесь, например, резьбовые втулки особого «Т» образного профиля) и другие детали.
Нижняя часть оснастки для удаления отходов (см. рис. 5) состоит из плоской фанеры с вырезанными в ней по оригинальной конфигурации удаляемых отходов отверстиями. Кромки отверстий обрабатываются специальными фрезами для получения фасок особой формы и размеров. В необходимых случаях в фанеру могут быть вмонтированы стальные линейки для разделения (сепарирования) отходов друг от друга. К фанере по согласованию с заказчиком могут быть прикреплены балки специального профиля из фанеры либо другого материала для крепления оснастки в штанцевальной машине.
|
|
|
Для совместной транспортировки и хранения верхней и нижней частей оснастки для удаления отходов они соединяются между собой при помощи специальных стальных либо пластиковых винтов и гаек с применением промежуточных втулок.
31. Механические способы отделки. Состав оснастки для отделения разделения заготовок.
Механические отделочные процессы – способы силового воздействия на полуфабрикаты с целью изменения фактуры, реьефа их поверхност, сопротивление изгибу, размеров и конфигурации.
1) Высечка контура упковки – придание печатной продукции требуемой формы в соответствии с конструкцией и замыслов дизайнера, проектировщика,
2) Биговка линий сгиба – нанесение на материал линий сгибав виде выдаленных канавок, по которым дальше осуществляется фальцовка. Это операция для снижения жесткости упаковочного материалапо линиям будущих сгибов,
3)Перфорирование – высечка цепочки отверстий небольшого размеры,выполненных плоскими и дивковыми,
4)Рицовка – выполнение разреза поверхности материала в местах склейки деталей упаковки.
Оснастка для разделения заготовок
Верхняя часть оснастки для разделения заготовок представляет собой конструкцию, состоящую из выдавливающих высеченные заготовки элементов, смонтированных на плоском фанерном основании и вмонтированных в него деталей для крепежа оснастки в штанцевальной машине. Выдавливающие элементы могут состоять из деталей, изготовленных из фанеры, дерева, пластика либо металла и оклеены специальной пористой резиной со стороны, обращенной к обрабатываемому материалу. При определенных видах работ в фанерное основание могут быть вмонтированы специальные прижимные устройства, закрепляемые при помощи резьбовых крепежных изделий.
|
|
|
Нижняя часть оснастки для разделения заготовок в зависимости от вида работы и специфических требований заказчика может быть изготовлена в различных видах. Основными из них являются комбинированное исполнение и цельнометаллическое.
Комбинированная оснастка состоит из перестраиваемой под различные форматы металлической рамы, для облегчения конструкции, как правило, изготавливаемой из алюминиевых сплавов, и съемной решетки, вырезанной лазерным лучом из плоской фанеры или специального пластика. К фанерной решетке винтами крепятся стапелирующие кронштейны, аналогичные представленным на рис. 6, но несколько иной конструкции. Затем решетка винтами крепится к раме. Оснастка имеет специальный позиционирующий кронштейн, используемый для установки оснастки в штанцевальной машине.
|
|
|
Цельнометаллическая оснастка представляет собой раму с внутренней решеткой, детали которых изготавливаются из стали методом лазерной или водоструйной резки по оригинальной конфигурации. Затем детали проходят финишную механическую обработку и соединяются сваркой. К сваренной конструкции крепятся специальные металлические раздвижные кронштейны для стапелирования разделяемых заготовок. Рама имеет специальное приспособление для точного позиционирования оснастки в штанцевальной машине.
32. Способы механической отделки. Высечка. Основные способы высечки. Их преимущества и недостатки.
Механические отделочные процессы – способы силового воздействия на полуфабрикаты с целью изменения фактуры, реьефа их поверхност, сопротивление изгибу, размеров и конфигурации.
Основные способы: Штанцевание- совокупность технологических операций, обеспечивающие этикетке и упаковочной продукции необходимую форму и конструктивных элементов упаковки. Операции:
1) Высечка контура упковки – придание печатной продукции требуемой формы в соответствии с конструкцией и замыслов дизайнера, проектировщика,
|
|
|
2) Биговка линий сгиба – нанесение на материал линий сгибав виде выдаленных канавок, по которым дальше осуществляется фальцовка. Это операция для снижения жесткости упаковочного материалапо линиям будущих сгибов,
3)Перфорирование – высечка цепочки отверстий небольшого размеры,выполненных плоскими и дивковыми,
4)Рицовка – выполнение разреза поверхности материала в местах склейки деталей упаковки.
3 способа высечки:
1) Ножево резки позволяет обрабатывать листовые полуфабрикаты
живого формата, скорость небольшая.
2) Ножевой высечки – с неподвижным ножое в малогаборитных и простых по конструкции полуавтоматов (для высечки календарей.этикеток).
3) Ротационный принцип – использование фигурного ножа, режущая кромка которого располагается с краю морзана, требуется высокая точность, ножи делают из высококачестенной стали с применением лазерной гравировкой. Этот способ для высечки самоклеящихся этикеток.
После высечки – удаление обрезков,если необходимо.
Способы высечки продукции:
Непрерывное проталкивание стопы – высечка продукции с подачей материала на неподвижный штамп.
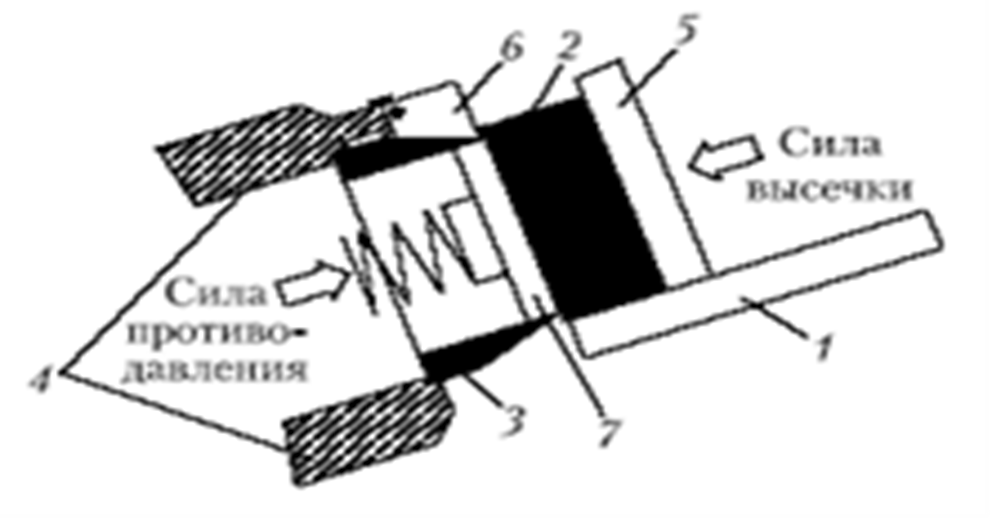
Это устройство включает: L образный лоток потдачи 1, стопы прямоугольных заготовок материала 2, штамп 3, зкакрепленный штамподержателем 4, плиту пресса 5 с приводом от гидроцилиндра,разделительный нож 6, лоток вывода продукции, матрица механизма продавливания 7.
Стопа прямоугольных заготовок 2 укладывается на горизонтальный лоток подачи 1, между штапом 3 и плитой 5, плита 5 проталкивает материал через закрепленный штамп до лотка вывода, разделочный нож 6 прорезает обрезки и отделяет их от продукции.
Высечка с противодавлением: прямоугольная стопа 2 продавливается плитой 5 с гидроприводом через высекательный штамп 3, с задней стороны которого на стопу возействует матрица 7, нагружая противодавлением. Поэтому материал выравнивается и спрессовывается.получается высокоточная высечка.
Высечка с прижимом стопы на лотке подачи. Для снижения высоты вкладываемой пачки 1, прижиом 2, устанавливается в отверстии зажимного кулочка 3, который базирует и держит высекальный штап сос тороны места выдавливания.

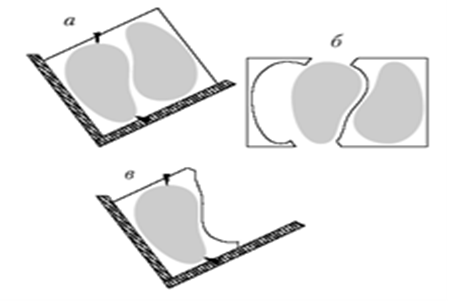
Высечка из заготовок двойников: С целью экономии материала может быть 2 заготовки в шахмотном порядке. Высечка в 3 хода: а) полосы вкладываются в стопе по 1000 листов, при первом ходе высечки вырубается нижняя заготовка,лежащая в лотке подачи, верхняя полоса отделяется от заготовки.Она же «проходящая мимо» вынимается в ручную, поворачивается на 180 градусов (в),выкладывается для второго хода высечки, положение штампа не меняется.
Плюсы : экономия продолжительности высечки,бумаги, исполнение одного и того же вида высечки.
Высечка с предварительной разрезкой для разделения этикеток в определенном порядке. В 2 этапа: 1) предварительная вырубка заготовок 3, штампои 2 с открытым контуром из стопы 1. При использовании данного способа есть возможность разделять этикетки по очереди в шахмотном порядке.
Конфигурация оборудования для высечки:
1) Состоит из высекальной машины с отдельным настольным устройством обвязки, работает по принципу проталкивания в горизонтальном направлении с гидроприводом.
Существует 5 базовых моделей, они отличаются форматом высечки, числом ходов высечки.
2) С пневматическим устройством противодевления и отдельное устройство обвязки.
3) Линия для высекания и обвязки как и в 1, но обвязочный аппарат автоматический.
4) Машина для черновой вычески, высекальная машина, настольное обвязочное устройство.
5) Комплекс, включающий машину для черновой высечки заготовок, и линию для листовой высечки обвязки пленкой.
Дата добавления: 2018-02-28; просмотров: 503; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!