Плавка стали методом переплава.
На металлургических заводах отходы легированной стали, разливаемой в изложницы достигают 25-40%. Поэтому по мере их накопления из них выплавляют сталь методом переплава. Плавку ведут без окисления, т.е. безокислительного периода или с непродолжительной продувкой кислорода, что позволяет сохранить в шихте часть содержащихся в ней легирующих эл-тов.
При плавке без окисления С и Р не окисляются, поэтому сод-ие Р в шихте не должно быть выше его допустимых пределов в готовой стали, а сод-ие С на 0,05-0,1% должно быть ниже, чем в готовой стали, в связи с науглераживанием расплава от электродов.
Допустимое кол-во остальных эл-тов в шихте определяют учётом состава выплавляемой стали и угара легирующих эл-тов.
| элемент | Al | Ti | Si | V | Mn | Cr | W |
| Угар,% | 80-90 | 40-60 | 15-25 | 15-25 | 10-15 | 5-15 |
В шихту помимо легирующих отходов вводят мягкое Fe, т.е. шихтовую заготовку с низким сод-ием С, и при необходимости феррохром и ферровольфрам. Загрузку и плавление проводят как при обычной плавке. В период плавления добавляют 1-1,5% извести или CaCO3. После расплавления шлак как правило не скачивают и сразу приступают к проведению восстановительного периода. При этом раскисление, десульфурацию и легирование проводят обычным способом. При диффузионном раскислении из шлака восстанавливают Cr, W и V. Если после расплавления шлак получится вязким из-за большого сод-ия в нём MgO, его удаляют из печи.
При выплавке стали методом переплава сокращается расход ферросплавов на 10-30% возрастает производительность печи, и на 10-20% сокращается расход электродов и электроэнергии.
|
|
|
При плавке продувкой кислорода угар эл-тов выше, но кратковременное кипение обеспечивает снижение сод-ия Н и N. Шихту подбирают так, чтобы сод-ие С было на 0,1-0,25% выше нижнего предела по С для выплавляемой марки стали.
Продувку кислородом ведут после расплавления шихты, окисляя избыточный углерод. После окончания продувки шлак скачивают и если в шихте содержались Cr, W или V проводят диффузионное раскисление шлака для восстановления этих эл-тов. Далее наводят новый шлак и проводят восстановительный период как при обычной плавке.
30. Строение слитка спокойной и кипящей стали.
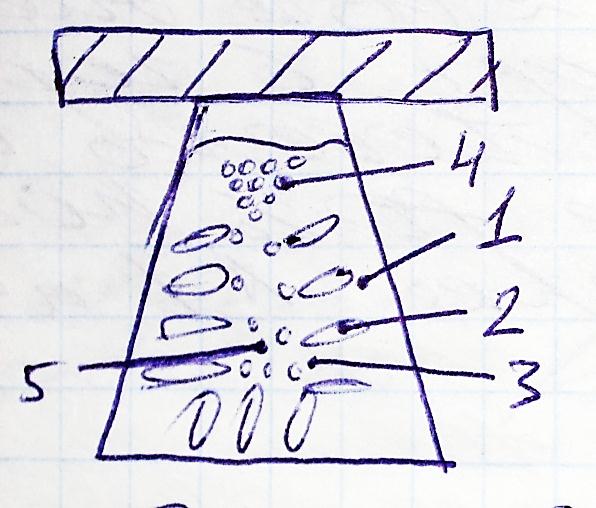 Кипящая сталь раскислена не полностью и поэтому она кипит в изложнице во время разливки и в процессе затвердевания слитка. Для уменьшения неоднородности состава готовой стали после заполнения изложницы, накрывают ее массивной плитой или раскисляя металл в верхней части изложницы алюминием (химически закупоривают).
Кипящая сталь раскислена не полностью и поэтому она кипит в изложнице во время разливки и в процессе затвердевания слитка. Для уменьшения неоднородности состава готовой стали после заполнения изложницы, накрывают ее массивной плитой или раскисляя металл в верхней части изложницы алюминием (химически закупоривают).
Часть пузырьков остается в слитке и они завариваются при прокатке.
1 – наружная плотная корка;
2 – зона сотовых пузырей;
|
|
|
3 – промежуточная плотная зона;
4 – зона вторичных округлых пузырей;
5 – срединная часть слитка.
Кипение и ростсотовых пузырей прекращается в результате накрывания крышкой, которое осуществляется через 7-20 минут после наполнения изложницы. Верх слитка замораживается и пузырьки СО не выделяются. Усадочная раковина в слитках кипящей стали не образуется, а усадка рассредоточена по многочисленным газовым полостям.
Дата добавления: 2015-12-19; просмотров: 42; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!