Правила безопасной работы с газовыми горелками
Классификация и конструктивные особенности газосварочных горелок
Сварочная горелка — это устройство для смешения газов, формирования сварочного пламени и регулирования его вида и мощности. Она является основным инструментом газосварщика, от свойств и характеристик которого зависят производительность, качество сварной конструкции и безопасность работ.
Сварочные горелки в соответствии с ГОСТ 1077 — 791 классифицируют по следующим признакам:
- способу подачи горючего газа и кислорода в смесительную камеру— инжекторные и безынжекторные;
- роду горючего газа —ацетиленовые, водородные, для газов-заменителей и жидких горючих;
- числу факелов — однопламенные и многопламенные;
- назначению — универсальные (сварка, резка, пайка, наплавка) и специализированные (выполнение одной операции);
- мощности пламени — горелки микромощности (расход ацетилена 5...60 дм3/ч), малой (60...700 дм3/ч), средней (700...2500 дм3/ч) и большой (2500...7000 дм3/ч) мощности;
- способу применения —ручные, машинные.
Инжекторные горелки имеют устройство, обеспечивающее подачу горючего газа низкого давления в смесительную камеру за счет всасывания его струей кислорода, подводимого под более высоким давлением. Это устройство называется инжектором, а явление подсоса — инжекцией.
В безынжекторных горелках горючий газ и кислород поступают в смеситель под одинаковым давлением.
Инжекторные горелки, отличающиеся высокой безопасностью, простотой обслуживания, надежностью работы и универсальностью, наиболее эффективны.
|
|
|
На рис. 6.17 представлены схема инжекторной горелки и конструкция инжекторного устройства. Кислород из баллона под рабочим давлением через ниппель, газоподводящую трубку и вентиль 5 поступает в сопло 4 инжектора. Выходя из сопла с большой скоростью, он создает разряжение в ацетиленовом канале, в результате чего ацетилен, проходя через ниппель 6, трубку и вентиль 7, подсасывается в смесительную камеру 3. В этой камере образуется горючая смесь, которая, проходя через наконечник 2 и мундштук 7, сгорает на выходе из горелки, образуя сварочное пламя.

Рис. 6.17. Схема инжекторной горелки (а) и конструкция инжекторного устройства (б):
1 — мундштук; 2 — наконечник; 3 — смесительная камера; 4 — сопло инжектора; 5, 7 — вентили кислорода и ацетилена; 6 — ниппели; 8, 9 — каналы для подачи кислорода и ацетилена; 10 — инжектор
Для нормальной работы инжекторных горелок необходимо, чтобы давление кислорода составляло 150... 500 кПа (1,5...5,0 кгс/см2), а давление ацетилена — 3... 120 кПа (0,03... 1,2 кгс/см2). Устойчивое горение пламени достигается при скорости истечения горючей смеси 50... 170 м/с.
|
|
|
На рис. 6.18, а представлена схема безынжекторной горелки. В ее конструкцию вместо инжектора входит смесительная камера наконечника 2. Кислород через ниппель 4, регулировочный вентиль 3 и специальные дозирующие каналы поступает в смесительную камеру. Аналогично через ниппель 5 и вентиль 6 подается ацетилен. Из смесительной камеры горючая смесь проходит через наконечник 2 и выходит из мундштука 1. Сгорая, горючая смесь образует сварочное пламя.
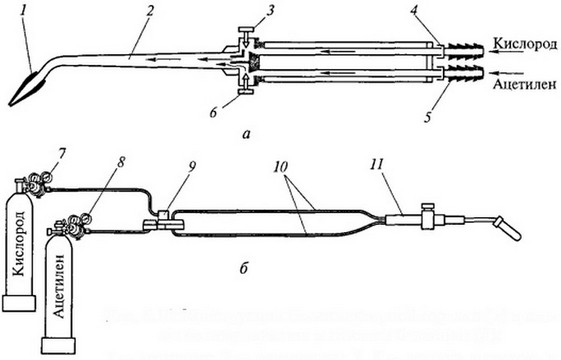
Рис. 6.18. Конструкция безынжекторной горелки (а) и схема ее подключения к газовым баллонам (б):
1 — мундштук; 2 — наконечник; 3, 6 — вентили кислорода и ацетилена; 4, 5 — ниппели кислорода и ацетилена; 7,8 — баллонные редукторы; 9 — редуктор равных давлений; 10 — рукава; 11 — горелка
При подключении безынжекторной горелки к газовым баллонам (рис. 6.18, б) применяют редуктор 9, который автоматически поддерживает равенство рабочих давлений кислорода и ацетилена.
Правила выбора сварочной горелки приведены в табл. 6.3.
Таблица 6.3
Правила выбора горелки


На рис. 6.19 представлена конструкция инжекторной горелки средней мощности Г-3-02 для ручной сварки и пайки сталей и цветных металлов.

Рис. 6.19. Инжекторная горелка Г-3-02:
1 — мундштук; 2, 8, 9 — ниппели; 3, 6, 11 — трубки; 4 — смесительная камера; 5 — инжектор; 7, 10 — накидные гайки; 12 — корпус; 13, 14 — кислородный и ацетиленовый вентили соответственно; 15 — наконечник
|
|
|
* Предельное отклонение ±10%.
Правила безопасной работы с газовыми горелками
До сварки:
- после осмотра горелки устанавливают наконечник того номера, который соответствует толщине свариваемого металла:

- проверяют надежность резьбовых соединений и при необходимости подтягивают накидные гайки наконечника и ниппелей рукавов;
- следует убедиться в герметичности сальников вентилей и при необходимости подтянуть сальниковую гайку;
- проверяют наличие разрежения (подсоса) во входном ацетиленовом ниппеле при пуске кислорода. При слабом разрежении должна быть проверена величина зазора между концом инжектора и входом в смесительную камеру. В случае необходимости нужно вывернуть инжектор на пол-оборота или один оборот из смесительной камеры;
- если разрежение отсутствует (нет подсоса), следует проверить, не засорено ли отверстие инжектора или мундштука.
Во время сварки:
- устанавливают необходимые рабочие давления на редукторах: 100 кПа (1 кгс/см2) — на ацетиленовом, 500 кПа (5 кгс/см2)— на кислородном;
- для создания разрежения в канале горючего газа открывают кислородный вентиль горелки;
- открывают вентиль горючего газа и поджигают горючую смесь, истекающую из мундштука;
- с помощью вентилей горелки необходимо отрегулировать мощность и состав пламени (окислительное, нормальное или науглероживающее) в зависимости от марки свариваемого металла и его толщины;
- при хлопках следует перекрыть ацетиленовый, а затем кислородный вентили горелки;
- в случае интенсивного нагрева мундштука горелки необходимо погасить пламя и охладить горелку в воде.
После сварки:
|
|
|
- перекрывают вентили горелки: сначала вентиль горючего газа, а затем кислорода;
- вывертывают нажимные регулировочные винты редукторов;
- открывают вентили на горелке и выпускают остатки газов, находящихся в рукавах;
- проверяют состояние мундштуков и при необходимости очищают их наружную поверхность от брызг расплавленного металла протиркой о пластину свинца или брусок дерева;
- шестигранной иглой из латуни или другого металла, более мягкого, чем медь, прочищают внутренний канал мундштука. Полезно иметь набор игл соответствующего диаметра для того, чтобы проверять и прочищать выходные каналы мундштуков горелки, а также контролировать диаметр канала;
- при чрезмерной разработке и обгорании мундштука его следует заменить.
ЗАПРЕЩАЕТСЯ:
- пользоваться горелками и другой аппаратурой собственного изготовления;
- проводить газосварочные работы при разгерметизации соединений;
- перемещаться с зажженной горелкой вне рабочего места, подниматься по трапам, лесам, переходить с этажа на этаж;
- продолжать работу после обратного удара пламени или выявления неисправности аппаратуры;
- оставлять без присмотра горелку с открытыми вентилями или зажженным пламенем;
- применять мундштуки с загрязненными выходными каналами;
- проводить сварку при отсутствии на рабочем месте ведра с чистой водой;
- выполнять газосварочные работы без вентиляции.
Дата добавления: 2022-06-11; просмотров: 46; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!