Метод непосредственной оценки
Измерение линейных размеров штангенинструментами
1. Цель занятия
Изучить устройства штангенинструментов и освоить измерение ими линейных размеров.
2. Задание
1. Изучить устройства штангенинструментов и принцип снятия показаний с отсчетного устройства.
2. Выполнить измерения линейных размеров с помощью штангенциркуля, штангенглубиномера и штангенрейсмаса и сделать заключение о годности действительных размеров реальной детали размерам по чертежу (рис.1.4).
3.Общие сведения
Измерения с помощью штангенинструментов выполняются методом непосредственной оценки, при этом определяют действительное значение размеров, а также погрешности формы - отклонения от круглости в поперечном сечении и отклонения от цилиндричности в продольном сечении.
Частным видом отклонения от круглости является овальность (рис. 1.1, а) - отклонение от круглости, при котором реальный профиль представляет собой овалообразную фигуру, наибольший и наименьший диаметры которой находятся во взаимно перпендикулярных направлениях. Количественно овальность определяется по формуле:
Частный видом отклонения профиля в продольном сечении является бочкообразность, седлообразность, конусообразность.
Бочкообразность - отклонение профиля продольного сечения, при котором образующие непрямолинейны, и диаметры увеличивается от краев к середине сечения (рис. 1.1, б).
Седлообразность - отклонение профиля продольного сечения, при котором образующие непрямолинейны, и диаметры уменьшаются от краев к середине сечения (рис. 1.1, в).
Конусообразность - отклонение профиля продольного сечения, при котором образующие прямолинейны, но не параллельны (рис. 1.1, г).
Все эти отклонения обозначаются знаком Δ и определяются по формуле:
Δ= 
Для определения отклонений геометрической формы измерение детали осуществляется в соответствии со схемой измерения в трех поперечных сечениях А-А, В-В, С-С по двум направлениям 1-1, 2-2 (рис. 1.1, д).
Если допуски отклонения формы на чертежах деталей не указываются, то заключение о годности детали делается только на основе сравнения действительных размеров с предельными. Действительный размер годной детали должен находиться между предельными размерами или быть равен одному из них.
Рис.1.1. Отклонения формы: а – отклонение от круглости – овальность; б – бочкообразность; в – седлообразность; г – конусообразность; д – схема измерений
Часть I. Измерение линейных размеров штангенинструментами
Устройство штангенинструментов
К штангенинструментам относятся штангенциркули (рис. 1.2 а и б), штангенглубиномер (рис. 1.2 в), штангенрейсмас (рис. 1.2 г).
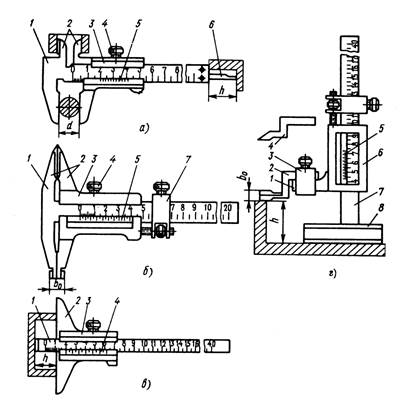
Рис.1.2. Штангенинструменты с отчетом показаний по нониусу: а -штангенциркуль ШЦ-1; б - штангенциркуль ШЦ-П; в – штангенглубиномер; г – штангенрейсмас
Штангенциркуль предназначен для измерения наружных и внутренних размеров деталей. Он состоит из штанги 1, измерительных губок 2, рамки 3, зажимного винта 4 и шкалы нониуса 5.
Штангенглубиномер, применяемый для измерения глубин отверстий и пазов, имеет штангу 1, рамку 3 с основанием 2 и нониус 4.
Штангенрейсмасс используется для измерения высоты, а также разметки детали, установленной на плите. Штанга 7 закреплена в массивном основании 8. Рамка 6 с нониусом 5 имеет кронштейн 1, на котором хомутом 3 крепится измерительная 2 или разметочная 4 ножки.
На штанге инструментов нанесена основная шкала с ценой деления α = 1 мм, по ней определяют целое число миллиметров измеряемого размера. На рамке – дополнительная шкала (нониус), по которой отсчитывают доли миллиметров, входящие в размер.
При измерениях внутренних размеров наружной стороной губок штангенциркуля ШЦ-П необходимо к показаниям отсчетного устройства прибавлять ширину губок б0=10 мм.
Нониус – это равномерная дополнительная шкала с пределом измерений, равным цене деления основной шкалы а. Нониус имеет различные цену С деления шкалы (отсчет по нониусу) и модуль γ. Число делений шкалы нониуса n=а/ C , длина деления шкалы нониуса b=γа-С, полная длина шкалы нониуса l = nb =(γ n -1) a .
Например, при цене деления основной шкалы 1 мм и количестве делений шкалы нониуса 10 делений величина отсчета равна 0,1 мм; количестве делений шкалы нониуса – 20 величина отсчета составит 0,05 мм и т.д.
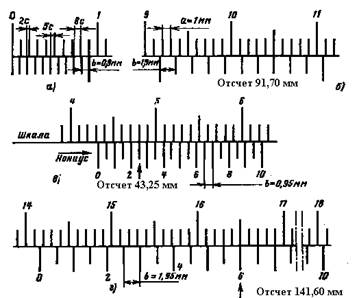 Отсчет начинают со шкалы штанги. Число делений от 0 риски шкалы штанги до нулевой риски шкалы нониуса составляет целую часть размера. Дробную часть (после запятой) определяют как произведение номера риски по шкале нониуса, совпадающей с любой риской на основной шкале (т.е. риски лежат на одной линии) на цену деления шкалы нониуса.
Отсчет начинают со шкалы штанги. Число делений от 0 риски шкалы штанги до нулевой риски шкалы нониуса составляет целую часть размера. Дробную часть (после запятой) определяют как произведение номера риски по шкале нониуса, совпадающей с любой риской на основной шкале (т.е. риски лежат на одной линии) на цену деления шкалы нониуса.
Рис.1.3. Отсчет по нониусам: а – С=0,1 мм γ=1 n=10, отсчет равен 0; б – С= 0.1 мм, γ=2 n=10; в – С=0,05 мм γ=1 n=20; г – С=0,05 мм γ=2 n=20
4. Порядок выполнения лабораторной работы
1. Самостоятельно изучить, используя методические указания, устройство, принцип отсчета по нониусу и правила использования штангенинструментов.
2. На занятии представить выполненную самостоятельно часть работы и получить допуск на выполнение лабораторной работы.
3. Получить комплект штангенинструментов и проверить приборы перед началом измерений.
При проверке, а также при измерениях штангенциркуль следует держать в правой руке за штангу, подвижную рамку перемещать большим пальцем правой руки. Для проверки штангенциркуля сдвигают губки до полного соприкосновения и проверяют совпадение нулевых штрихов основной шкалы и шкалы нониуса.
Для выполнения измерения деталь устанавливается между губками инструмента, рамка передвигается до полного соприкосновения губок с измеряемыми поверхностями детали. Не разрешается проводить измерительными поверхностями вдоль изделия.
Штангенглубиномер проверяют установив опорную поверхность траверсы на контрольную плиту, штангу необходимо опустить до соприкосновения с плитой и убедиться в совпадении нулевых рисок штрихов основной шкалы и шкалы нониуса.
Для выполнения измерений штангенглубиномером опорная его поверхность устанавливается на базовую поверхность изделия, затем штанга опускается в отверстие или паз до соприкосновения своим торцом с дном отверстия.
Аналогично выполнить проверку штангенрейсмаса, установив его на поверхность контрольной плиты. При выполнении измерений штангенрейсмасом следует сначала грубо установить рамку с измерительной ножкой на требуемую высоту, закрепить хомутиком, а затем с помощью микрометрической подачи перемещать измерительную ножку до соприкосновения с измеряемой поверхности).
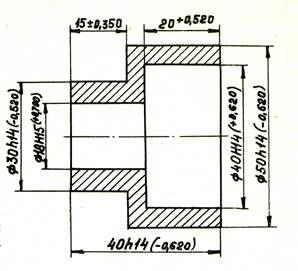
Рис.1.4. Чертеж детали
4. Получить от преподавателя деталь, ее чертеж (рис.1.4.). Номер детали записать в таблицу в журнале.
5. Выполнить измерения параметров детали, указанных на чертеже: - штангенциркулем - ø20-0,620; ø30-0,520; ø40+0,620; ø18+0,700;
- штангенглубиномером – 20+0,520 и 15+0,350;
- штангенрейсмасом – 40-0,620.
Измерения параметров, обозначенных значком ø, выполнить каждый в двух взаимно- перпендикулярных направлениях 1-1 и 2-2 (см. рис.1.1). Определить отклонение от формы.
6. Для всех штангенинструментов проверить выполнение условия Δпр ≤ δ.
7. При измерении внутренних размеров детали штангенциркулем результатом измерений будет сумма показаний отсчетного устройства прибора и ширины губок б0, написанной на губках (рис.1.2б).
8. Линейные величины по чертежу 20+0,520; 15+0,350 и 40-0,620 измерить каждую не менее трех раз в разных местах детали, определить среднее арифметическое значение и записать в журнале.
9. Определить предельные размеры как сумму номинального размера и верхнего и нижнего предельных отклонений.
10. Сделать заключение о годности размеров детали. Действительный размер считается годным, если он находится в диапазоне предельных размеров или равен им.
11. Оформить и защитить отчет по лабораторной работе.
5. Контрольные вопросы
1. Какой метод измерений реализуется с помощью штангенинструментов?
2. Какой вид измерений реализуется с помощью штангенинструментов?
3. Что называется ценой деления шкалы инструмента?
4. Чему равна цена деления шкалы штанги и нониуса?
5. Как рассчитывается шкала нониуса штангенинструмента?
6. Как определяется результат измерения по шкалам штангенинструмента?
7. Что называется действительным, предельным и номинальным размерами изделия?
8. Что называется предельными отклонениями и как они обозначаются?
9. Каким должен быть действительный размер изделия с точки зрения взаимозаменяемости изделия?
10. Что называется допуском размера?
Дата добавления: 2022-06-11; просмотров: 92; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!