Встык в вертикальном, и потолочном положении шва. »
| Виды работ: 1 Подготовка металла к сварке 2. Выбор режима сварки. 3 Сварка пластин встык в вертикальном положении шва 4 Сварка пластин встык в потолочном положении шва | Инструменты и оборудование: сварочный аппарат Сварог TIG 315 P DSP АС/DС(E 106, сварочная горелка с воздушным охлаждением. баллон с Аргоном, редуктор с расходомером, сварочная проволока марки Св-08, вольфрамовый электрод марки WL-15 диаметром 2 и 3мм, пластины из низкоуглеродистой стали марки Ст3 толщиной 4мм, металлическая щётка, молоток, универсальный шаблон сварщика, защитные средства. | ||||||||||||||||||||||||||||||||||||
| Виды работ. | Порядок выполнения. | ||||||||||||||||||||||||||||||||||||
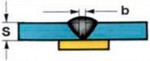
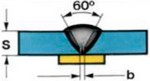
| 6 Подготовка металла к наплавке 7 Выбрать и установить режимы сварки. | · Сделать небольшую разделку кромок. · Стыки кромок пластин толщиной 4мм зачистить металлической щёткой, на ширину 20мм. · Выбрать диаметр электрода, подобрать цангу в соответствии с диаметром электрода.
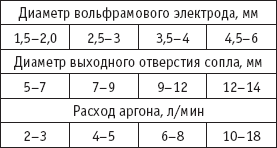
· Выбрать номер сопла в соответствии с таблицей
· Выбрать силу сварочного тока и расход газа (сварка на постоянном токе)
Установить выбранные режимы на сварочном аппарате: подача газа перед сваркой 4 сек. начальный ток – 40А время нарастания тока – 1 сек. сварочный ток – 82А время спада тока – 0,4 сек ток заварки кратера – 35А подача газа после сварки – 5 сек. · Подготовить вольфрамовый электрод для сварки на постоянном токе.
| ||||||||||||||||||||||||||||||||||||
| 3 Сварка пластин в угол в вертикальном положении шва. 4 Сварка пластин в угол в потолочном положении шва. | · Выполнить сборку пластин толщиной 4мм. встык, при помощи прихваток. Прихватки выполнить по краям пластин одной горелкой или с применением присадочной проволоки, высота прихваток 2-3мм · · Выполнить сварку корневого шва, без присадочного материала. Горелку разместить под углом к свариваемой поверхности 700 – 800. Перемещать горелку поступательно без колебательных движений.
Сварку выполнять снизу вверх. · Выполнить сварку второго слоя. Присадочную проволоку подавать сверху, впереди горелки, При этом горелку перемещать поступательно без колебательных движений, а сварочную проволоку подавать по траектории 1-6.
· Выполнить сборку пластин толщиной 4мм. встык, при помощи прихваток. Прихватки выполнить по краям пластин одной горелкой или с применением присадочной проволоки Установить пластины так чтобы сварной шов оказался в потолочном положении шва.. · Сварку выполнять «на себя». Горелку вначале держать под углом 900, затем после образования сварочной ванночки повернуть под углом к свариваемой поверхности 700 – 800. · · Движения горелкой не выполняются, сварочную проволоку подают впереди горелки по траектории указанной на рисунке.
· Дойдя до края детали отпустить кнопку и удерживать горелку в таком положении до полной заварки кратера и остановки подачи газа. Проверить визуально качество шва. Шов должен быть ровный. Гладкий. С мелкой чешуйчатостью. Не должно присутствовать пропусков и незаверенных кратеров
· Во время сварки по мере того как кончик электрода затупляется. Выполнять заточку электрода на заточном станке. | ||||||||||||||||||||||||||||||||||||

 - заточить - -установить вылет электрода в горелке.
- заточить - -установить вылет электрода в горелке.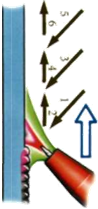 Установить собранные пластины под углом 900 к столу.
Установить собранные пластины под углом 900 к столу.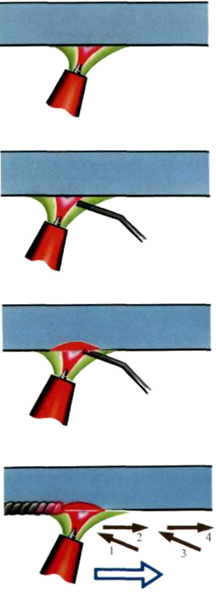 После образования сварочной ванны ввести сварочную проволоку в зону плавления.
После образования сварочной ванны ввести сварочную проволоку в зону плавления.
Инструкционная карта.
Тема: « Сборка и сварка алюминия »
| Виды работ: 1 Подготовка металла к сварке 2 Выбор режима сварки. 2 Сварка пластин встык во всех пространственных положениях шва 3 Сварка пластин в угол во всех пространственных положениях шва | Инструменты и оборудование: сварочный аппарат Сварог TIG 315 P DSP АС/DС(E 106, сварочная горелка с воздушным охлаждением. баллон с Аргоном, редуктор с расходомером, сварочная проволока марки Св-АМц, вольфрамовый электрод марки WP , диаметром 3 мм, пластины из Алюминия марки АМц толщиной 4 мм, металлическая щётка из нержавеющей проволоки, ручная электрическая шлифовальная машинка, наждачная бумага, ацетон,, универсальный шаблон сварщика, защитные средства.
| |||||||||||||||||||||||||||||||||
| Виды работ. | Порядок выполнения. | |||||||||||||||||||||||||||||||||
| 1 Подготовка металла к наплавке 2 Выбрать и установить режимы сварки. | · Пленку окиси алюминия удалить механически (непосредственно перед сваркой) кромок зачищают на ширину 25-30 мм абразивной бумагой или щёткой из нержавеющей проволоки.
· Затем свариваемые поверхности тщательно очистить от смазки, на ширине 100-150 мм от кромок обезжиривать ацетоном. · Алюминиевую сварочную проволоку перед сваркой тоже обработать. При механической обработке (непосредственно перед сваркой) кромки зачищают на ширину 25-30 мм абразивной бумагой, шабером или щеткой из нержавеющей проволоки диаметром не более 0,15 мм.
· Сварку вести на переменном токе. · Ориентировочные режимы сварки приведены в таблице.
Установить выбранные режимы на сварочном аппарате: подача газа перед сваркой 4 сек. начальный ток – 40А время нарастания тока – 1 сек. сварочный ток – 82А время спада тока – 0,4 сек ток заварки кратера – 35А подача газа после сварки – 7 сек. частота тока – 50 Гц
· Подготовить вольфрамовый электрод для сварки на постоянном токе. - заточить электрод
| |||||||||||||||||||||||||||||||||
| 2 Сварка пластин встык во всех пространственных положениях шва 3 Сварка пластин в угол во всех пространственных положениях шва | · Выполнить сборку пластин толщиной 4мм. встык, при помощи прихваток. Расстояние между прихватками 150-180мм. · Сварку выполнять «углом вперёд» · Угол между присадочной проволокой и горелкой должен составлять 900 · Проволоку подавать короткими возвратно-поступательными движениями, к краю сварочной ванны.. Поперечные движения вольфрамового электрода не допустимы.
Рекомендации при выполнении сварки: ü угол наклона электрода к плоскости металла держать в диапазоне 70 – 800; ü длину дуги поддерживать на уровне 1,5 – 2,5 мм; ü чтобы снизить вероятность окисления металла шва, размеры сварочной ванны должны быть минимальные ü движение горелки производить вслед за присадочным прутком; ü возвратно поступательные короткие движения горелки и прутка производить только вдоль шва, ни в коем случае не под углом или перпендикулярно соединению; ü пластины из алюминия устанавливать на медную или стальную поверхность, для лучшего отвода тепла; ü подача аргона начинается за 4 – 6 секунд до включения дуги и длиться до 7 секунд после ее угасания; ü скорость сварки определяется величиной сварочного тока.
· Во время сварки по мере того как кончик электрода окисляется или загрязняется, выполнять заточку электрода на заточном станке. | |||||||||||||||||||||||||||||||||
Дата добавления: 2021-12-10; просмотров: 46; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!