СТРУКТУРНАЯ СИСТЕМА УПРАВЛЕНИЯ СТАНКА
Структурная схема разрабатывается на начальных стадиях проектирования и предшествует разработке схем других типов. Структурная схема определяет основные функциональные части изделия, их назначение и взаимосвязи между ними. Схема отображает принцип действия изделия в самом общем виде.
Действительное расположение составных частей на структурной схеме не учитывают и способ связи не раскрывают. Построение схемы должно давать наглядное представление о:
1. составе изделия
2. последовательности взаимодействия функциональных частей в
изделии. Функциональные части на схеме изображают в виде прямоугольников или условных графических обозначений. При изображении функциональных частей в виде прямоугольников их наименования, типы и обозначения вписывают внутрь прямоугольников.
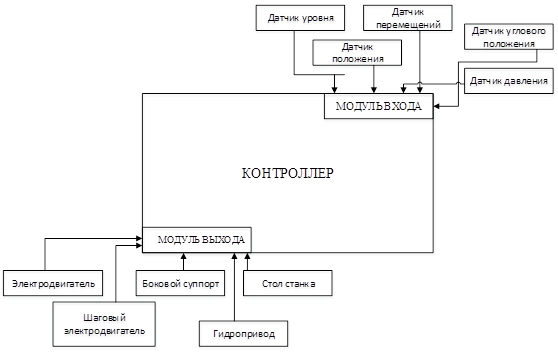
Рисунок 4 - структурная система управления станка
ЗАКЛЮЧЕНИЕ
Из всего вышесказанного в данной работе можно заключить, что токарная обработка является одним из самых универсальных видов обработки. Этим методом можно получать детали любой формы при любых требованиях к чистоте и точности обрабатываемых поверхностей. Однако универсальность токарной обработки (универсальные методы, универсальное оборудование) способствует увеличению стоимости изготовления, т.к. многие операции требуют ручного труда высокой квалификации.
На токарных станках производится обработка наружных и внутренних цилиндрических, конических, фасонных поверхностей, торцевых плоскостей; нарезка резьбы внутренней и наружной резцами, метчиками и плашками; обрабатываются отверстия сверлами, зенкерами, развертками; накатывается рельеф и мелкомодульные зубчатые колеса и другое.
|
|
|
При токарной обработке применяются различные приспособления, повышающие производительность и сокращают трудоемкость рабочих.
Для повышения производительности и качества токарной обработки, рационального использования рабочего времени токаря и повышения эффективности его труда, проводят постоянную работу по автоматизации и механизации токарных станков.
Станки с числовым программным управлением (ЧПУ) имеют ряд преимуществ по сравнению с обычными, а именно они в значительной мере повышают производительность и сокращают время переналадки станка с одной детали на другую,сокращают сроки подготовки производства и повышают точность и качество обработки.
СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ ЛИТЕРАТУРЫ
1. Правила устройств электроустановок. - М.: Главэнергонадзор России, 2009.
2. Гжиров Р.И. Программирование обработки на станках с ЧПУ, М.: Высшая школа,1990.
|
|
|
3. Гресько А.А. , Донгал Л.А. . Справочник слесаря по контрольно-измерительным приборам. - Киев: Техника, 2004.
4. Каминский М.Л. , Каминский В.М. . Монтаж приборов и систем автоматизации. - М.: Высшая школа, 2006.
5. Келим Ю.В.. Типовые элементы систем автоматического управления. -М.: Высшая школа, 2000.
6. Клюев А.С.. Монтаж средств измерений и автоматизации: Справочник. М.; Энергоатомиздат, 2003.
7. Папушин В.В., А.К. Лукьянов, О.А.Новицкий. Основы автоматизации, вычислительной и микропроцессорной техники. - М.: Агропромиздат, 1999.
ПРИЛОЖЕНИЕ А
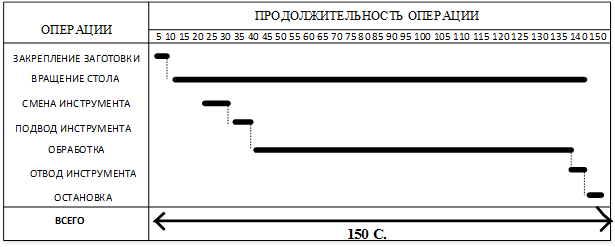
Рисунок 2 - циклограмма токарно-карусельного
станка с ЧПУ 1516ф3
ПРИЛОЖЕНИЕ Б

Рисунок 3- алгоритм работы токарно-карусельного
станка с ЧПУ 1516ф3
ПРИЛОЖЕНИЕ В
Рисунок 4 - структурная система управления станка
Дата добавления: 2023-01-08; просмотров: 82; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!