Пример процесса изготовления мужского кольца

| Операция | Инструмент, приспособление, материал |
| Подготовить (прорисовать) эскиз, чертеж, рисунок кольца и отдельных деталей его составляющих с указанием необходимых размеров; определить расчетную длину шинки и верхушки (эскиз 1) | Бумага, карандаш, перо |
| Взять пруток (длиной больше суммы длин шинки и верхушки) из золота, серебра, мельхиора, меди и прокатать его сначала в профильных валках до заготовки квадратного сечения со стороной, равной самой широкой части кольца, а затем в плоских валках до толщины кольца, отрезать две заготовки (для шинки и верхушки) | Вальцы |
| Произвести разметку - нанести на заготовку рисунок шинки (эскиз 2) | Чертилка |
| Выпилить шинку | Лобзик |
| Свернуть заготовку (методом гибки) в кольцо | Круглогубцы, оправка |
| Зачистить концы шинки | Надфиль |
| Припасовать концы шинки (плотно подогнать - сфуговать) | |
| Нарезать припой, офлюсовать шинку, наложить припой | Ножницы, припой, кисточка, флюс, пинцет |
| Паять шинку | Асбестовый лист, горелка |
| Отбелить шинку | Ванночка, отбел, пинцет |
| Промыть шинку в воде и просушить | Ванночка |
| Опилить место пайки | Надфиль |
| Править шинку по внутреннему диаметру | Рентригель, молоток |
| Править боковые поверхности шинки | Молоток, флакейзен |
| Опилить шинку кругом | Надфиль |
| Отжечь заготовку для верхушки, разметить (эскиз 3) | Асбестовый лист, горелка, чертилка |
| Выпилить верхушку | Лобзик |
| Согнуть заготовку по форме шинки (верхушка должна повторить кривизну шинки), уложить заготовку на деревянный брусок (на углубление в нем в виде ромба, обязательно совместив центры ромба и верхушки) затем уложить на верхушку оправку в виде стальной трубки и ударом молотка скруглить верхушку и выбить одновременно ромб (эскиз 4) | Оправка, брусок-подкладка, молоток |
| Опилить верхушку по периметру ромба (эскиз 5) | Надфиль |
| Произвести разметку - обозначить на верхушке места расположения отверстий под вставки (эскиз 6) | Чертилка |
| Пробить отверстия в центре | Кернер, молоток, оправка |
| Выпилить отверстия согласно разметки | Лобзик |
| Отпилить отверстия в размер (эскиз 7) | Надфиль |
| Проверить (путем совмещения и подгонки) совпадение кривизны шинки и верхушки | |
| Запилить края шинки | Надфиль |
| Припасовать верхушку к шинке | " |
| Нарезать припой, офлюсовать верхушку и шинку, наложить припой, зафиксировать шинку в требуемом положении | Ножницы, кисточка, флюс, припой, пинцет, зажимы |
| Паять верхушку к шинке | Асбестовый лист, горелка |
| Отбелить кольцо, промыть в воде, просушить | Ванночки, отбел, пинцет |
| Зачистить места пайки (эскиз 8) | Надфиль, дрель, сверло |
| Запилить кольцо кругом | Надфиль |
| Шабрить кольцо кругом | Шабер |
| Полировать кольцо кругом | Бормашинка с набором полировальных кругов, паста ГОИ |
| Закрепить вставки из ограненных самоцветных камней или разноцветного стекла | Штихель, давчик, пинцет |
| Произвести химическую очистку кольца в четыреххлористом водороде или технических моющих средствах ТМС-31, ТМС-70, ТМС-160, промыть в теплой воде, просушить | Ванночки, моющие средства |
Примеры изготовления колец даны в табл. 6.1 - 6.3. Для ознакомления со спецификой работы ювелира в условиях организации труда на предприятиях ювелирной промышленности в табл. 6.4 приведен типовой технологический процесс изготовления (стадия монтировки) кольца при серийном способе производства ювелирных украшений.
|
|
|
|
|
|
Таблица 6.4
Типовой технологический процесс изготовления (монтировки) кольца из деталей, полученных методом штамповки и литья (материал - золото пробы 583)
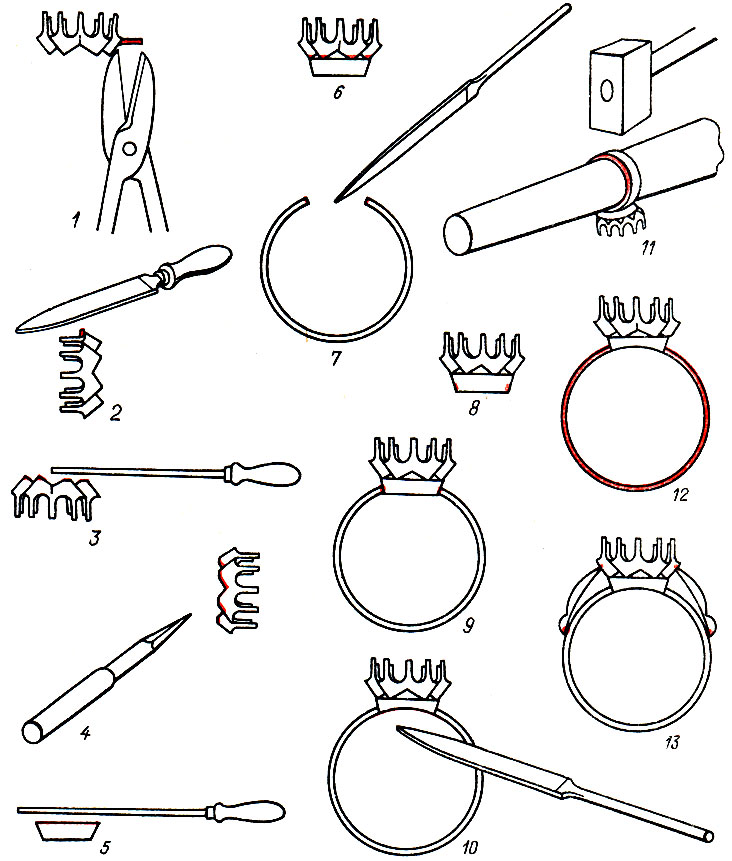
| Операция | Инструмент, приспособление, материал |
| Подготовить рабочее место (верстак); получить в кладовой комплект деталей и припой в количестве и массой согласно наряду (заданию). Нарезать припой ПЗл-I и ПЗл-IV | Весы ВЛР-1, ножницы |
| Отрезать от каста остаток литника длиной 2 мм (эскиз 1) | Ножницы, кусачки |
| Запилить (зачистить) место среза (эскиз 2) | Надфиль |
| Опилить каст кругом, четко оформляя рельефный контур крапанов, удалить возможные дефекты литья (облой, наплывы); крапаны вокруг опиливают фрезой, а по контуру надфилем | Бормашинка с набором фрез, надфиль |
| Запилить боганы на плоскость под пайку с рантом (эскиз 3) | Надфиль |
| Шабрить боганы; операцию выполняют как отделочную (эскиз 4) | Шабер |
| Запилить (зачистить) рант по верху, выдерживая высоту, а также кругом (эскиз 5) | Надфиль |
| Запилить (зачистить) накладки по контуру, т. е. до размеров чертежа | " |
| Припасовать каст к ранту; подогнать (совместить) по плоскости и форме (эскиз 6). При выполнении указанных выше операций каст, рант, накладки удерживают пальцами рук (упором служит финагель) или в тисочках | " |
| Произвести точечную пайку (прихватку) с рантом: уложить детали на приспособление и установить на нижний электрод аппарата, подать напряжение в зависимости от толщины изделия в площади пайки в пределах от 0 до 380 В, нажать педаль и произвести пайку | Аппарат точечной пайки |
| Паять каст с рантом: офлюсовать, уложить пипой (в стыки швов, в места, малозаметные или вообще не просматриваемые на готовом изделии), а затем включить горелку и при 'равномерном круговом движении легким пламенем постепенно нагреть каст и рант, а затем усилием огня горелки довести припой до полного растекания и соединения с основным металлом | Кисточка, флюс, асбестовый лист, горелка, пинцет, припой ПЗл-585-1 |
| Отбелить каст с рантом путем выдержки в 5%-ном растворе сернокислого калия при температуре 55 - 60°С в течение 7,5 - 10 мин | Ванночка, отбел |
| Зачистить места пайки | Надфиль |
| Запилить торцы шинки (эскиз 7) | " |
| Разметить рант под сборку с шинкой: сделать всечку, наметить риску в месте припайки шинки к ранту (эскиз 8) | Циркуль разметочный, надфиль |
| Догнуть шинку под сборку с рантом | Круглогубцы, плоскогубцы |
| Припасовать шинку к ранту: подогнать шинку к ранту в месте сделанной всечки риски (эскиз 9) | Надфиль |
| Паять шинку с рантом: офлюсовать места пайки, наложить припой; шинку фиксировать в требуемом положении за счет нагартованности (упругости) | Асбестовый лист, кисточка, пинцет, флюс (бура), горелка, припой ПЗл585-1 |
| Отбелить путем выдержки в 5%-ном растворе сернокислого калия при температуре 55 - 60°С в течение 7,5 - 10 мин | Ванночка, отбел, пинцет |
| Зачистить (запилить) места пайки | Надфиль |
| Запилить рант заподлицо с шинкой по внутреннему диаметру кольца, т. е. по пальцу (эскиз 10) | " |
| Цравить кольцо по внутреннему диаметру (эскиз 11) | Рентригель, молоток |
| Зачистить шинку кругом (эскиз 12) | Надфиль |
| Припасовать накладки к касту и шинке согласно чертежу, в касте на месте припайки сделать риску (эскиз 13) | " |
| Произвести точечную пайку накладок с шинкой и кастом, так же как пайку каста с рантом, описанную выше | Аппарат точечной пайки |
| Паять накладки к касту и шинке, так же как осуществляли пайку каста с рантом, описанную выше | Кисточка, флюс (бура), пинцет, горелка, асбестовый лист, припой ПЗл-585-IV |
| Отбелить путем выдержки в 5%-ном растворе сернокислого калия при температуре 55 - 60°С в течение 7,5 - 10 мин | Ванночка, отбел, пинцет |
| Шабрить кольцо (за исключением рельефных и чеканных поверхностей, если таковые Присутствуют), т. е. тщательно убрать все риски, царапины, другие дефекты, это конечная операция, выполняемая ювелиром-мантировщиком | Шабер |
| Маркировать кольцо клеймом рабочего | Приспособление для клеймения |
| Сдать кольца по количеству и массе в ОТК | Весы BЛAO (на предел измерения 1 кг) |
Примечания: 1. Размеры опиливаемых и шабруемых поверхностей указывают на чертеже. 2. Перед пайкой удалить шабером оксидные пленки в местах пайки и снять заусенцы напильником или надфилем. Шероховатость поверхности должна быть не менее Ra = 1,25 мкм. Удалить с рабочей поверхности жировую пленку батистом, смоченным в денатурате (протирать рабочую поверхность руками недопустимо). 3. Напряжение при точечной пайке устанавливают экспериментальным путем. 4. После каждой пайки изделия сначала промывают в горячей воде при температуре 60 - 70°С в течение 1,5 - 2,0 мин, а затем в проточной воде 1,5 - 2,0 мин и просушивают 10 - 15 мин в сушильном шкафу при 125 - 150°С. 5. Дальнейшая обработка кольца (без участия ювелира-монтировщика) идет в следующем порядке: электрохимическое полирование, полирование обычное, простановка (клеймение) товарного знака завода-изготовителя, пробирование в инспекции пробирного надзора, закрепка вставок, полирование окончательное, с участка на участок изделия (по количеству и массе) каждый раз передают через кладовые драгоценных металлов с обязательным предъявлением на контроль в ОТК.
|
|
|
|
|
|
(Фрагмент из книги:
Новиков В.П., Павлов В.С . «Ручное изготовление ювелирных украшений»
Санкт-Петербург: Политехника, 1991 - с.208)
Дата добавления: 2021-06-02; просмотров: 86; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!