ОФОРМЛЕНИЕ ЧЕРТЕЖЕЙ СВАРНЫХ ИЗДЕЛИЙ
ОБЩИЕ СВЕДЕНИЯ
Сварка – технологический процесс получения неразъемных соедине-
ний материалов посредством установления межатомных связей между сва-
риваемыми частями при их местном или пластическом деформировании или
совместным действием того и другого. Сваркой соединяют однородные и
разнородные металлы и их сплавы, металлы с некоторыми неметаллически-
ми материалами (керамикой, графитом, стеклом и др.), а также пластмассы.
Сварка по сравнению с другими способами соединения обеспечивает
следующие преимущества:
1. Экономия металла вследствие: полного использования рабочих се-
чений элементов в соединительных узлах сварных конструкций; придания
конструкциям более целесообразной формы в соответствии с действующими
нагрузками; резкого уменьшения веса соединительных элементов в сварных
узлах; применения более тонкостенных конструкций; отсутствия расхода
металла на литники и прибыли; уменьшения брака и припусков на механи-
ческую обработку при замене литья сваркой.
2. Сокращение сроков работ и уменьшение стоимости изготовления
конструкций за счет снижения расхода металла и уменьшения трудоемкости
работ.
3. Возможность изготовления изделий сложной формы путем сварки
их из отдельных штампованных или литых элементов вместо ковки или от-
ливки изделия в целом. Такие конструкции называются, соответственно,
штампованными или сварно-литыми и широко применяются в автомобиле-
|
|
|
строении, авиастроении, вагоностроении и других областях. Применение та-
ких конструкций дает экономию металла и трудозатрат.
4. Удешевление технологического оборудования. Сварочное оборудование сравнительно несложно, относительно дешево и весьма высокопроиз водительно.
5. Облегчение комплексной механизации массового производства од-
нотипных сварных изделий, возможность создания поточного производства
со 100 % -й механизацией и автоматизацией производственного цикла, что
резко увеличивает съем продукции с единицы производственной площади
производственного помещения.
6. Возможность широкого использования в сварных конструкциях про-
грессивных современных видов материалов: высокопрочных сталей, гнутых
облегченных профилей, многослойного листового проката, легких сплавов,
сверхчистых металлов и др.
7. Возможность широкого использования сварки, наплавки и резки при
ремонте, где эти способы обработки металла позволяют быстро и с наименьшими затратами восстанавливать изношенное, вышедшее из строя обо-
рудование и разрушенные сооружения.
8. Герметичность и надежность сварных соединений.
9. Уменьшение производственного шума и улучшение условий труда в
|
|
|
цехах.
К недостаткам сварных соединений относятся:
2.Нестабильное качество шва.
3.Трудность контроля.
4.Местные напряжения и коробление деталей.
5.Плохая виброустойчивость
2.СУЩНОСТЬ ПРОЦЕССА СВАРКИ
Физическая сущность процесса сварки заключается в образовании
прочных связей между атомами и молекулами на соединяемых поверхностях
заготовок. Для образования соединений необходимо выполнение следующих
условий: освобождение свариваемых поверхностей от загрязнений, оксидов
и адсорбированных на них инородных атомов; энергетическая активация по-
верхностных атомов, облегчающая их взаимодействие друг с другом; сбли-
жение свариваемых поверхностей на расстояния, сопоставимые с межатом-
ным расстоянием в свариваемых заготовках.
Для осуществления сварки необходимо сблизить большое количество
атомов поверхностей соединяемых металлов на очень малые расстояния, т.е.
привести их в соприкосновение. Такому сближению препятствует высокая
прочность и твердость металла: его атомы прочно удерживаются в узлах кри-
сталлической решетки и малоподвижны. Твердость металла и жесткость кри-
сталлической решетки можно ослабить нагревом. Чем выше температура на-
|
|
|
грева, тем мягче металл и подвижнее его атомы. При нагреве до температуры
плавления металл становится жидким, атомы в нем легко перемещаются, по-
этому для сваривания достаточно расплавить немного металла у соединяемых
кромок. Жидкий металл обеих кромок сливается в общую сварочную ванну.
Образование общей ванны вследствие подвижности атомов в жидком металле
происходит самопроизвольно (спонтанно) и не требует приложения каких-либо
усилий. По мере охлаждения расплавленный металл затвердевает и прочно со-
единяет свариваемые детали.
Следовательно, различают сварку плавлением (металл нагревается до
плавления, при этом осадка, как правило, не требуется) и многочисленными
способами, в которых используется давление и производится осадка, для об-
легчения которой металл подогревается. На использовании этих двух основ-
ных факторов (нагрев металла и его осадка), которые применяются в различ-
ных комбинациях и соотношениях, основаны многочисленные способы
сварки, используемые в современном производстве.
Современные способы сварки позволяют получать прочное соедине-
ние элементов металлической конструкции любой формы при толщине ме-
|
|
|
талла от 0,1 до 250 мм и даже больше. Однако далеко не все металлы свари-
ваются одинаково хорошо.
При создании сварных соединений из металлических изделий главным
требованием, предъявляемым к материалу соединяемых элементов, является
свариваемость. Свариваемость – свойство металла или сочетания металлов
образовывать при установленной технологии сварки соединение, отвечаю-
щее требованиям, обусловленным конструкцией и эксплуатацией изделия.
Свариваемость является качественной характеристикой и для разных сталей
не одинакова. Приближенно свариваемость конструкционных углеродистых,
легированных и низколегированных сталей определяется по эквиваленту уг-
лерода СЭ по формуле
CЭ=C+0,05Mn+0,067Ni+0,1(Cr+Mo+V),
где
C- содержание углерода, %;
Mn- содержание марганца, %;
Ni- содержание никеля, %;
Сr- содержание хрома, %;
Мо- содержание молибдена, %;
V- содержание ванадия, %.
Стали подразделяют по свариваемости на четыре группы:
I. Стали с хорошей свариваемостью, при сварке которых высококаче-
ственное сварное соединение получается при обычных режимах всеми вида-
ми сварки без предварительного и сопутствующего подогрева (
Сэ<0,25 %).
II. Стали с удовлетворительной свариваемостью – удовлетворительное
по качеству сварное соединение можно получить только в узком диапазоне
режимов с применением дополнительных технологических мероприятий,
например, при предварительном подогреве конструкции (Сэ=(0,25-,39) %).
III. Стали с ограниченной свариваемостью, при сварке которых удов-
летворительное качество сварных соединений достигается в очень узком
диапазоне режимов сварки с обязательным предварительным и сопутствую-
щим подогревом при сварке и последующей после сварки термической об-
работкой (СЭ=(0,39-0,5) %).
IV. Стали с плохой свариваемостью, при сварке (или после сварки) ко-
торых образуются горячие или холодные трещины даже при применении
специальных технологических мероприятий. Признаком плохой свариваемо-
сти считается также повышенная склонность металла к образованию зака-
лочных структур в зоне сварки (СЭ>0,5 %).
При выборе марок сталей для сварных конструкций следует применять
марки сталей, отнесенных к группам свариваемости I, II, III. Применение ма-
рок сталей группы IV следует ограничивать.
В табл. 1 приведена классификация некоторых марок стали по свариваемости.

В процессе сварки образуется сварной шов -участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла
сварочной ванны. Сварное соединение (рис. 1) включает три образующиеся в
результате сварки характерные зоны металла в изделии: зону сварного шва 1,
зону сплавления 2, зону термического влияния 3, а также часть основного ме-
талла 4, прилегающую к зоне термического влияния.

Металл шва -сплав, образованный расплавленным основным и наплав-
ленным металлами или только переплавленным основным металлом.
Основной металл -металл подвергающихся сварке соединяемых частей.
Зона сплавления-зона, где находятся частично оплавленные зерна металла на границе основного металла и металла шва. Эта зона нагрева ниже
температуры плавления. Нерасплавленные зерна в этой зоне разъединяются
жидкими прослойками, связанными с жидким металлом сварочной ванны, и в
эти прослойки имеют возможность проникать элементы, введенные в ванну с
дополнительным металлом или сварочными материалами. Поэтому химический состав этой зоны отличен от химического состава основного металла.
Зона термического влияния-участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате
нагрева при сварке, наплавке или резке.
Сварочная ванна -это часть металла сварного шва, находящаяся в момент сварки в расплавленном состоянии. Углубление, образующееся в шве по
окончании сварки, называют кратером.
Металл, предназначенный для введения в сварочную ванну в дополнение
к расплавленному основному, называют присадочным металлом.
Переплавленный присадочный металл, введенный в сварочную ванну или наплавленный на основной металл, называют наплавленным металлом.





Разновидностью проплавных швов являются пробочные проплавные
швы (рис.21).
Пробочные соединения ставят при нахлесточном расположении листов, проплавляя верхний более тонкий лист, в результате чего образуются
круглые проплавные сварные соединения (электрозаклепки). Такие электрозаклепки можно ставить как без отверстия в привариваемом листе, так и по отверстию. В первом случае происходит сквозное проплавление верхнего листа и расплавление поверхности нижнего, как это бывает при сварке прорезного шва. Во втором случае заплавляется отверстие в верхнем листе и проплавляется поверхность нижнего. Первый способ дешевле, так как не требует предварительной пробивки отверстий.
По протяженности швы бывают непрерывными-сплошными и прерывистыми
(рис.22).

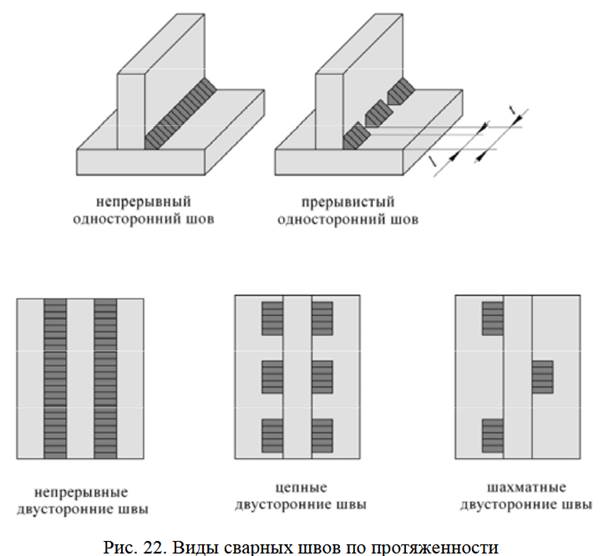
Прерывистые швы применяют в слабонагруженных соединениях или в
соединениях, в которых не требуется создание герметичности. Прерывистые
швы находят применение только при ручной сварке, они позволяют сократить
объем расплавленного металла.
Прерывистые швы могут быть расположены в виде цепочки или в шахматном порядке. Длину провариваемых участков обычно делают l= 50¸150 мм. Расстояние t называют шагом прерывистого шва и обычно делают вдвое больше
l.
По количеству слоев, наложенных при сварке, швы бывают Однопроходными и многопроходными . Многопроходные приходится часто применять при ручной сварке, когда малая сила тока не позволяет разогреть до плавления большой объем металла. По количеству слоев сварка бывает однослойной и многослойной , по числу проходов – однопроходной и многопроходной. Многослойный шов (рис.23) используется при сварке толстого металла, а также, чтобы уменьшить зону термического влияния.
Проход– однократное перемещение источника тепла в одном направлении при сварке или наплавке.
Валиком называется часть металла сварного шва, которая была наплавлена за один проход.
Слой сварного шва – металл шва, состоящий из одного, двух или нескольких валиков, которые размещены на одном уровне поперечного сечения шва.

Рис. 24. Пространственные положения швов: а-нижние; б-горизонтальные;
в-вертикальные; г-потолочные
Такое деление вызвано технологическими особенностями выполнения
швов, оказывающими влияние на качество швов и их прочность.
Швы на горизонтальной плоскости, а также слегка наклонные (при угле наклона
£60 °) называются нижними швами; швы на плоскости, наклоненной на 60-120°, относят к вертикальным швам; а швы на плоскости, наклоненной на 120-180 °, -к потолочным швам. Горизонтальными называют стыковые швы,расположенные на вертикальной или наклонной плоскости горизонтально.
Наиболее просто выполняются швы в нижнем положении и наиболее трудно-
в потолочном. Поэтому при конструировании сварных соединений необходимо стремиться обеспечивать возможность выполнения сварных швов в нижнем положении, особенно в условиях монтажа. По внешнему виду сварные швы разделяют на выпуклые(усиленные), нормальные и вогнутые (рис. 25, 26).

Рис.26. Форма угловых сварных швов: а– нормальный шов; б– выпуклый;
в– вогнутый; hP -расчетная высота шва; K – катет шва
По направлению действующего усилия различают: 1.Стыковые швы: -прямые
(рис. 27а); -косые (рис.27б).



Рис. 29. Основные геометрические параметры стыкового шва
Основными геометрическими параметрами углового шва (рис.30) являются: K– катет углового шва – кратчайшее расстояние от поверхности одной из свариваемых деталей до границы углового шва на поверхности второй свариваемой детали; g– выпуклость шва; hP– расчетная высота углового шва – длина перпендикулярной линии, проведенной из точки наибольшего проплавления в месте сопряжения
свариваемых частей к гипотенузе наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва; a– толщина углового шва, a = g+p.





Рис. 33. Подготовка кромок при соединении листов разной толщины





Рис.35. Разделка кромок в тавровых соединениях
Некоторые типы швов, выполняемых ручной дуговой сваркой приведены в табл.4 и 5.

При выполнении соединений могут возникать пороки шва (некачественные участки): в начале движения электрода — непровар, на конце шва при отрыве электрода — кратер (рис. 36).
Непровар - местное отсутствие сплавления между свариваемыми элементами, между основным и наплавленным металлом или отдельными слоями шва при многослойной сварке. Врезультате непровара уменьшается сечение шва, и возникает местная концентрация напряжений, что в конечном итоге снижает прочность сварного соединения. При вибрационных нагрузках даже мелкие непровары могут снижать прочность соединения до 40 %. Большие непровары корня шва могут снизить прочность до 70 %.
Кратеры получаются в результате небрежного и неумелого выполнения сварки. В месте кратера толщина шва резко уменьшается, что вызывает понижение прочности сварного соединения. При действии динамической нагрузки разрушение шва почти всегда начинается с кратера, поэтому кратер необходимо обязательно заделывать. Для устранения этих недостатков швы начинают и заканчивают на технологических планках, при этом расчетная длина шва принимается равной длине соединяемых элементов.Технологические планки после выполнения шва обрубаются, а шов шлифуется.

Наличие участков шва низкого качества учитывается в расчетах уменьшением длины шва по сравнению с длиной соединяемых элементов. В стыковых швах длина шва уменьшается на две толщины соединяемых элементов, в угловых швах — на 10 мм.
Стыковые швы без скоса кромок, в зависимости от толщины, сваривают с одной или двух сторон. Если с обратной стороны возможен подход к корню шва и допустимо усиление обратной стороны шва, целесообразна подварка корня швом небольшого сечения с последующей укладкой основного шва. При сварке элементов толщиной более 8 мм для проплавления металла по всей толщине сечения необходимы зазоры и обработка кромок свариваемых элементов.
Для V- и U-образных швов, свариваемых с одной стороны, для устранения возможных непроваров, являющихся источником концентрации на-
пряжений, обязательна подварка корня шва с другой стороны.

ОФОРМЛЕНИЕ ЧЕРТЕЖЕЙ СВАРНЫХ ИЗДЕЛИЙ
Чертежи сварных изделий оформляют как чертежи сборочных единиц,
т. е. выполняют сборочный чертеж и спецификацию в соответствии с ЕСКД.
Условные обозначения швов сварных соединений выполняют по ГОСТ2.312-72. Шов сварного соединения, независимо от способа сварки, условно изображают: видимый-сплошной основной линией (рис. 37а,в);
невидимый -штриховой линией (рис. 37г);
Видимую одиночную сварную точку, независимо от способа сварки,
условно изображают знаком "+" (рис.37б), который выполняют сплошными
линиями (рис.38). Невидимые одиночные точки не изображают.

От изображения сварного шва проводят линию заканчивающуюся односторонней стрелкой.
Линию-выноску предпочтительно проводить от изображения видимого
шва, с его лицевой стороны, с которой производят сварку основного шва.
Условное обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны (рис. 39а);
б) под полкой линии-выноски, проведенной от изображения шва с
оборотной стороны (рис. 39б).






Рис.42. Обозначение шероховатости механически обработанной поверхности шва: а-с лицевой стороны; б-с оборотной стороны
При наличии на чертеже одинаковых швов обозначение наносится у одного из изображений, от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают одинаковый номер, который наносят:а) на линии-выноске, имеющей полку с нанесенным обозначением шва (рис.43а);




Дата добавления: 2021-05-18; просмотров: 143; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!