Структура сварного соединения 12 страница
| Таблица 3.9. Выбор защитных газов и газовых смесей для струйного переноса электродного металла | ||||
| Свариваемый металл | Защитный газ | Применение | ||
| Алюминий и алюминиевые сплавы | Аргон | Высокая стабильность дуги и хорошая передача электродного металла при сварке деталей толщиной до 25 мм | ||
| 35% аргона + 65% гелия | Большее тепловложение, чем при сварке в чистом аргоне, улучшенное формирование шва, применяется при сварке деталей толщиной 25…75 мм | |||
| 25% аргона + 75% гелия | Максимальное тепловложение, минимальная пористость, применяется при сварке деталей толщиной более 75 мм | |||
| Магниевые сплавы | Аргон | Высокое качество шва | ||
| Углеродистая сталь | Аргон + 1…5% кислорода | Улучшенная стабильность дуги, более жидкая сварочная ванна, плавный переход от валика шва к основному металлу, минимальные прожоги; скорость сварки выше, чем при сварке в чистом аргоне | ||
| Аргон + 3…10% углекислого газа | Хорошая форма валика сварного шва, минимальное образование брызг, сварка только с позиционированием электрода | |||
| Низколегированная сталь | Аргон + 2% кислорода | Минимальная вероятность прожога, высокая прочность сварных соединений | ||
| Kоррозионно-стойкая сталь | Аргон + 1% кислорода | Высокая стабильность дуги, более жидкая сварочная ванна, хорошее формирование профиля сварного шва, минимальная вероятность образования прожога | ||
| Аргон + 2% кислорода | Более высокая устойчивость дуги и скорость сварки, чем при содержании 1% кислорода; применяется для сварки тонких деталей | |||
| Медь, никель и их сплавы
| Аргон | Хорошее формирование шва, меньшая жидкотекучесть металла сварочной ванны; применяется для сварки деталей толщиной до 3 мм | ||
| Аргон + 50…75% гелия | Повышенное тепловложение | |||
| Титан | Аргон | Высокая стабильность дуги, минимальное загрязнение металла сварного шва включениями, не требует защиты обратной стороны шва инертным газом | ||
Как и любой тип дуговой сварки, процесс сварки плавящимся электродом в защитных газах начинается с зажигания дуги. Для легкого зажигания дуги электрод (электродная проволока) должен получить хороший контакт со свариваемой поверхностью. Для этого на свариваемой поверхности не должно быть масла, грязи, окалины и прочих веществ, затрудняющих контакт. Вылет провода следует установить согласно рис. 3.21, поскольку при увеличении вылета электрода трудно инициировать дугу. Угол наклона горелки должен составлять 5…20°.
|
|
|
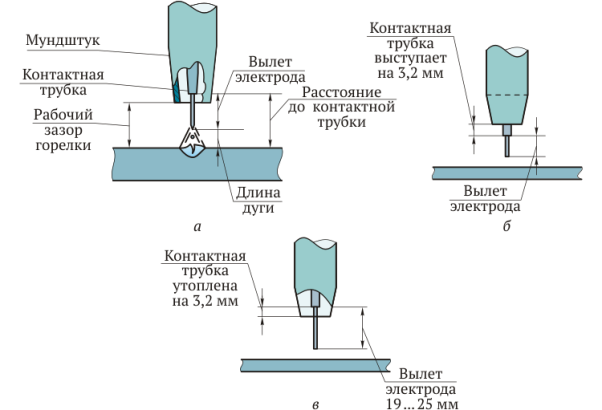 Рис. 3.21.Вылет электродной проволоки из мундштука сварочной горелки (а), расположение контактной трубки в сопле горелки при циклическом режиме сварки короткой дугой (б) и струйном переносе металла (в)
Рис. 3.21.Вылет электродной проволоки из мундштука сварочной горелки (а), расположение контактной трубки в сопле горелки при циклическом режиме сварки короткой дугой (б) и струйном переносе металла (в)
В целях компенсации подающего рукава и сварочного кабеля (при раздельном подводе) и для облегчения манипулирования горелкой необходимо перебросить их через плечо, затем выполнить следующие действия: поднести горелку к заготовке, не касаясь ее; опустить сварочную маску и нажать кнопку триггера. Нажатие на кнопку триггера включает сварочную цепь и подачу защитного газа. Двигатель подачи электродной проволоки не включается, пока электрод не войдет в контакт с деталью. Затем нужно переместить горелку по отношению к детали, касаясь проволочным электродом поверхности, как бы царапая ее. Чтобы предотвратить прилипание проволоки, необходимо быстро протянуть горелку на 10…15 мм в направлении, противоположном направлению сварки, и приподнять ее. Как только появится контакт проволоки с изделием, начинает работать электродвигатель механизма подачи проволоки и работает до тех пор, пока нажата кнопка триггера.
|
|
|
Чтобы погасить дугу, необходимо отпустить кнопку триггера. Это отключит сварочную цепь, двигатель подачи электродной проволоки остановится. Если при сварке произошло прилипание электрода, то необходимо отпустить кнопку триггера и бокорезами откусить проволоку.
При сварке в защитном газе плавящимся электродом большое значение имеет положение горелки по отношению к свариваемой детали. Если свариваемые детали равны по толщине, то поперечный угол между деталями должен быть одинаковым. Если детали не равны по толщине, то горелка наклоняется в сторону тонкого металла (поперечный угол уменьшается). Продольный угол в зависимости от характера переноса электродного металла должен находиться в пределах 5…25°.
Сварка может производиться как углом вперед, так и углом назад. Сварка углом назад означает, что горелка позиционируется так, что направление подачи электродной проволоки противоположно направлению перемещения горелки. Сварка углом вперед означает, что направление подачи электродной проволоки совпадает с направлением движения горелки. Следует отметить, что для изменения способа сварки не нужно изменять направление перемещения горелки, достаточно изменить ее наклон в продольном направлении.
|
|
|
Скорость перемещения сварочной горелки определяет скорость сварки, которая выражается в метрах в минуту. На скорость сварки влияют следующие факторы:
§ толщина свариваемого изделия (с увеличением толщины металла уменьшается скорость сварки, и наоборот);
§ скорость подачи электродной проволоки (с увеличением скорости подачи увеличивается скорость сварки);
§ направление сварки (при сварке углом вперед скорость сварки выше).
При сварке углом назад достигаются бо́льшая стабильность дуги и меньшее брызгообразование. Сварка углом назад применяется для соединения толстого металла; при этом достигается большая глубина проплавления. Кроме того, сварщик видит сварочную ванну, что позволяет повысить качество сварки. Сварка углом вперед применяется для соединения тонкого металла. При этом достигается меньшая глубина провара, но сварка производится с большей скоростью.
Легче всего производить сварку в нижнем положении, причем качество сварного соединения получается наилучшее. В нижнем положении лучше растекание наплавленного металла и газовая защита. Освоив сварку в нижнем положении, можно производить ее и в других пространственных положениях. Сварка в горизонтальном, вертикальном снизу вверх и вертикальном сверху вниз положениях производится при уменьшенном на 10% сварочном токе. На рис. 3.22 показан угол наклона сварочной горелки при сварке в различных пространственных положениях, а на рис. 3.23 — порядок наложения валиков при выполнении многопроходного сварного шва.
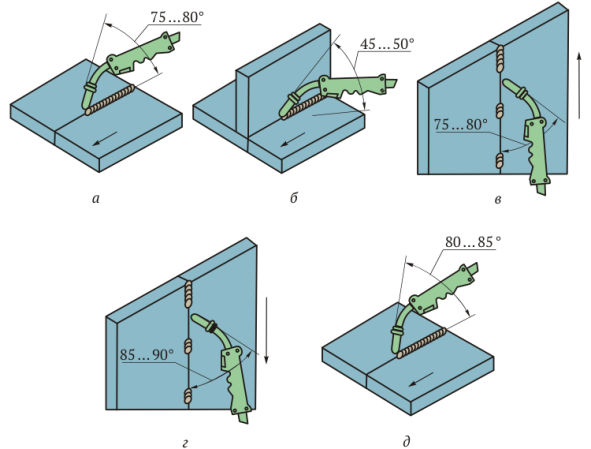 Рис. 3.22.Угол наклона сварочной горелки при выполнении различных швов в нижнем и вертикальном положениях при циклическом режиме сварки короткой дугой (а—г) и при струйном переносе металла (д)
Рис. 3.22.Угол наклона сварочной горелки при выполнении различных швов в нижнем и вертикальном положениях при циклическом режиме сварки короткой дугой (а—г) и при струйном переносе металла (д) 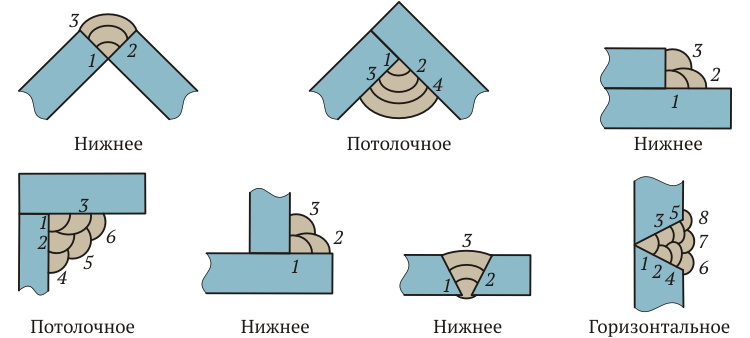 Рис. 3.23.Порядок наложения валиков (1—8) при выполнении многопроходного шва в нижнем, потолочном и горизонтальном положениях
Рис. 3.23.Порядок наложения валиков (1—8) при выполнении многопроходного шва в нижнем, потолочном и горизонтальном положениях
Поперечный угол наклона сварочной горелки при сварке угловых швов должен составлять 45°. Для стыковых швов поперечный наклон горелки должен составлять всего несколько градусов, иначе ухудшается расплавление металла на боковой поверхности стыка и соответственно ухудшается слияние металла шва и основного металла.
Сварка в вертикальном положении может осуществляться как снизу вверх, так и сверху вниз; при этом важное значение имеет положение горелки. Сварка должна производиться только в положении, обеспечивающем полное проплавление металла. Дуга должна располагаться на переднем краю сварочной ванны.
Проплавление. Проплавление — это глубина сплавления основного металла. Значение сварочного тока является основным параметром, влияющим на глубину проплавления. Увеличение или уменьшение тока вызывает соответственно увеличение или уменьшение глубины проплавления. Глубину проплавления можно также увеличивать, увеличивая скорость подачи электродной проволоки при той же скорости перемещения горелки. При этом уменьшается длина дуги и соответственно увеличивается сварочный ток, т. е., изменяя скорость подачи проволоки, можно изменять глубину проплавления.
Изменение скорости перемещения сварочной горелки (т. е. изменение скорости сварки) похоже на изменение напряжения дуги — глубина проплавления максимальна при определенной скорости сварки и уменьшается как при ее снижении, так и при ее повышении. При низких скоростях большое количество расплавленного металла сварного шва создает «подушку» между дугой и основным металлом, что препятствует дальнейшему проплавлению. При больших скоростях сварки теплота, создаваемая другой, не успевает достаточно глубоко проплавить основной металл. Изменение наклона сварочной горелки в меньшей степени, чем изменение напряжения и скорости сварки, влияет на глубину проплавления. Максимальное проплавление достигается при продольном угле наклона 25° и сварке углом назад. При наклоне на больший угол ухудшается стабильность дуги и увеличивается разбрызгивание расплавленного металла.
Размер валика сварного шва. Валик сварного шва характеризуется высотой (выпуклостью) и шириной. Правильность этих характеристик гарантирует, что валик сварного шва выполняется с минимумом дефектов, особенно при многопроходной сварке. В случае большой выпуклости шва при многопроходной сварке трудно наложить последующий шов, обеспечивая качественное слияние. Очень зауженный шов не обеспечивает хорошего слияния металла шва и основного металла.
Характеристика валика сварного шва зависит от его размера и формы. Для изменения размера сварного шва (количество наплавленного металла на погонный метр шва) необходимо изменить режим сварки. Основное влияние на размер сварного шва оказывают величина сварочного тока и скорость перемещения сварочной горелки. Размер сварного шва прямо пропорционален сварочному току и обратно пропорционален скорости перемещения горелки.
Изменение сварочного тока и скорости перемещения горелки, хотя и изменяет размeр сварного шва, мало влияет на его форму. Изменяя напряжение на дуге (изменяя длину дуги), можно изменять форму сварного шва. Увеличение длины дуги вызывает увеличение ширины шва и уменьшение его высоты, причем объем шва (количество наплавленного металла на единицу длины) остается неизменным. Увеличивается ширина сварного шва, выпуклость уменьшается, и более жидкий металл сварного шва эффективнее соединяется с основным металлом, т. е. улучшается слияние.
Увеличение длины дуги для повышения производительности сварки (скорости наплавки) вызывает увеличение выпуклости в большей степени, чем увеличение ширины шва; валик сварного шва становится чрезмерно выпуклым. Сварка углом назад также дает узкий и высокий валик сварного шва. Уменьшая угол продольного наклона горелки, можно уменьшить высоту валика сварного шва и увеличить его ширину. Сварка углом вперед дает более плоский и более широкий валик сварного шва.
Манипулирование сварочной горелкой. Описание технологии сварки без описания приемов манипулирования сварочной горелкой будет далеко не полным. Приведенные далее рекомендации являются справочными. Каждый сварщик по мере повышения квалификации вырабатывает свои приемы перемещения горелки.
Сварка в нижнем положении. При выполнении однопроходного шва совершаются пилообразные, с легким сдвигом назад, перемещения горелки. В многопроходном сварном шве с разделкой кромок при выполнении корневого шва совершают зигзагообразные колебания горелки; при этом нужно следить, чтобы не было прожогов. Заполняющие и облицовочный швы выполняют с такими же колебаниями, но более широкими. Отличие заключается в том, что при выполнении этих швов производят поперечный наклон горелки и при достижении крайнего положения делают задержку горелки, что способствует лучшему сплавлению.
Угловой шов в нижнем положении выполняют, совершая сварочной горелкой круговые движения.
Сварка в горизонтальном положении. Стыковой шов в горизонтальном положении выполняется с использованием той же технологии перемещения сварочной горелки, что и при выполнении стыкового шва в нижнем положении. Отличие заключается в том, что заполняющие валики при сварке в горизонтальном положении более узкие. При выполнении сварки не следует забывать, что наклон горелки составляет 90° по отношению к поверхности, на которую накладывается валик сварного шва.
Сварка в вертикальном положении. Сварку однопроходного стыкового шва без разделки кромок в положении снизу вверх производят, совершая пилообразные колебания горелки. Корневой шов при многопроходной сварке выполняют, совершая зигзагообразные перемещения сварочной горелки. Заполняющие валики и облицовочный шов выполняют при ступенчатом перемещении горелки, причем при достижении крайней точки при горизонтальном перемещении необходимо сделать задержку и спуститься вниз на величину, равную диаметру электродной проволоки, а затем подняться вверх и переместиться по горизонтали на противоположную сторону. Там снова нужно сделать задержку и опуститься вниз и т. д.
Сварка углового шва в вертикальном положении снизу вверх производится движением горелки, как бы рисуя елочку, с задержкой на боковых поверхностях детали.
Стыковой сварной шов с разделкой кромок при сварке сверху вниз — корневой, заполняющий и облицовочный швы выполняют, совершая зигзагообразные перемещения сварочной горелки с задержкой в крайних точках. Поперечный наклон горелки составляет 90° к поверхности сварки. Производя манипулирование горелкой, нужно следить, чтобы дуга располагалась на переднем крае сварочной ванны. Нельзя допускать прогона расплавленного металла впереди дуги, так как это ухудшает качество сварки.
В табл. 3.10 приведены режимы сварки стыковых соединений низкоуглеродистых сталей различной толщины.
| Таблица 3.10. Режимы сварки в углекислом газе стыковых соединений низкоуглеродистых сталей в нижнем положении (постоянный ток, обратная полярность)
 Мы поможем в написании ваших работ! | |||||||||