Шпонки клиновые и пазы для них (ГОСТ 24068–80)
| Номер ант | Диаметр вала d, | Размеры сечения | Длина шпонки, мм | Фаска с, | Глубина паза, мм | ||
| шпонки, мм | |||||||
| b | h | Вал | Втулка | ||||
| t1 | t2 | ||||||
| 21 | 10 | 3 | 3 | 6–36 | 0,2 | 1,8 | 0,9 |
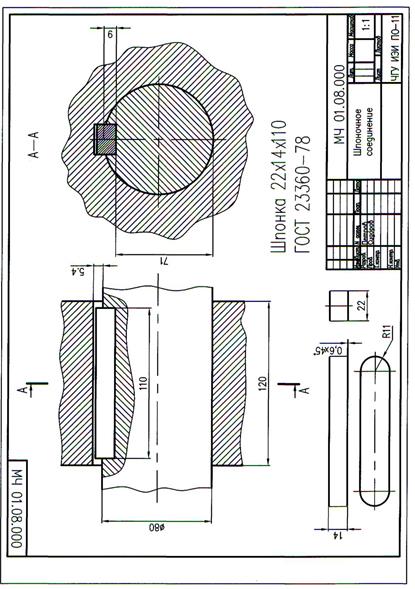
| 22 | 14 | 5 | 5 | 10–56 | 0,3 | 3,0 | 1,7 |
| 23 | 18 | 6 | 6 | 14–70 | 0,3 | 3,5 | 2,2 |
| 24 | 22 | 6 | 6 | 14–70 | 0,3 | 3,5 | 2,2 |
| 25 | 28 | 8 | 7 | 18–90 | 0,3 | 4,0 | 2,4 |
| 26 | 35 | 10 | 8 | 22–110 | 0,5 | 5,0 | 2,4 |
| 27 | 40 | 12 | 8 | 28–140 | 0,5 | 5,0 | 2,4 |
| 28 | 45 | 14 | 9 | 36–160 | 0,5 | 5,5 | 2,9 |
Условные обозначения шпонок определяются стандартами и включают в себя: наименование, исполнение, размеры b ´ h ´ l, номер стандарта.
Примеры условных обозначений шпонок:
1) призматическая шпонка исполнения 1 с размерами b = = 18 мм, h = 11мм, l = 100 мм:
Шпонка 18´11´100 ГОСТ 23360–78;
2) то же исполнения 2:
Шпонка 2 – 18´11´100 ГОСТ 23360–78;
3) сегментная шпонка исполнения 1 с размерами b ´ h =
= 5 ´ 6,5 мм:
Шпонка 5´6,5 ГОСТ 24071–80;
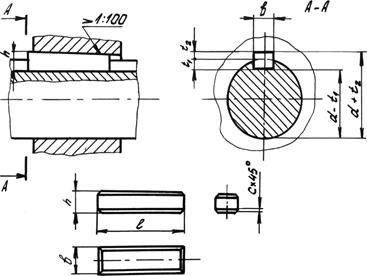 |
4) клиновая шпонка исполнения 1 с размерами b = 18 мм, h = 11 мм, l = 100 мм:
Шпонка 18´11´100 ГОСТ 24068–80.
Рис. 43
|
|
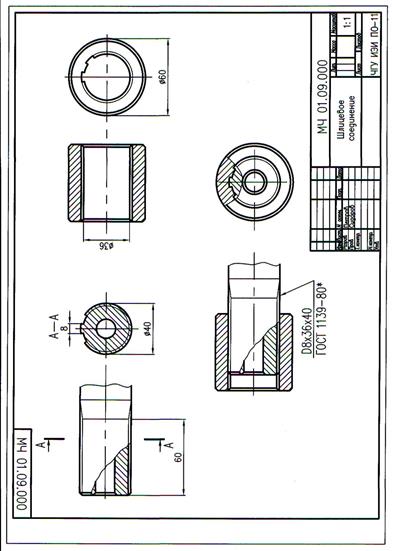
Задание 11. Построить шлицевое соединение. Данные по вариантам приведены в табл.8, изображение составных частей соединения представлено на рис. 45. Пример выполнения приведен на рис. 46. Задание выполняется на листах ватмана формата А3 (297 ´ 420), форма основной надписи – Ф1 (55 ´ 185). Шлицевое соединение представляет собой многошпоночное соединение, в котором шпонки (шлицы) выполнены как одно целое с валом и расположены параллельно его оси. Шлицевые соединения, как и шпоночные, применяются для передачи крутящего момента, а также в конструкциях, в которых необходимо перемещение деталей вдоль оси вала, например, в коробках скоростей, где по валам перемещают блоки зубчатых колес, муфты и т.д. Благодаря большому числу выступов на валу шлицевое соединение может передавать большие мощности по сравнению со шпоночным соединением и обеспечивать лучшую центровку вала и колеса. По форме поперечного сечения шлицы бывают прямобочные, эвольвентные и треугольные. При соединении деталей (вала с колесом) их соосность достигается одним из трех способов центрирования деталей:
|
|
|
1) по наружному диаметру D;
2) по внутреннему диаметру d;
3) по боковым сторонам зубьев b.
Данные способы центрирования значительно точнее, чем у шпоночного соединения.
На чертежах и в технических документах шлицевые соединения обозначаются условно. Условное обозначение соединения указывается на полке линии-выноски, проведенной от наружного диаметра вала, и включает в себя буквенный знак поверхности центрирования (b, d, D), число зубьев z, размеры диаметров d и D и номер стандарта на шлицевое соединение соответствующего профиля. Пример условного обозначения шлицевого соединения прямобочного профиля с центрированием по внутреннему диаметру d:
|
|
|
d 6´28´34 ГОСТ 1139–80.
Условные изображения шлицевых валов, отверстий и их соединений на чертежах выполняют по ГОСТ 2.409–74. Окружности и образующие поверхностей выступов (зубьев) валов и отверстий показывают на всем протяжении сплошными основными линиями. Окружности и образующие поверхностей впадин показывают сплошными тонкими линиями, а на продольных разрезах – сплошными основными линиями. На плоскости, перпендикулярной оси зубчатого вала или отверстия, показывают профиль одного зуба (выступа) и двух впадин, а фаски на конце шлицевого вала и в отверстии не показывают. Границу зубчатой поверхности вала, а также границу между зубьями полного профиля и сбегом показывают сплошной тонкой линией. Тонкими линиями изображают линию сбега шлицев. На продольных разрезах зубья условно совмещают с плоскостью чертежа и показывают нерассеченными.
|
|
|
Таблица 8
| №п/п | Число зубьев z | d | D | b | c | l1 | l | d1 | D1 | L |
| 1 | 6 | 23 | 26 | 6 | 2 | 28 | 31 | 7 | 32 | 28 |
| 2 | 6 | 26 | 30 | 6 | 2 | 32 | 35 | 8 | 36 | 32 |
| 3 | 6 | 28 | 32 | 7 | 2 | 34 | 37 | 8 | 38 | 34 |
| 4 | 8 | 32 | 36 | 6 | 2 | 38 | 41 | 9 | 42 | 38 |
| 5 | 8 | 36 | 40 | 7 | 2 | 42 | 45 | 10 | 46 | 42 |
| 6 | 8 | 42 | 46 | 8 | 2 | 48 | 51 | 12 | 54 | 50 |
| 7 | 8 | 46 | 50 | 9 | 2 | 52 | 55 | 13 | 58 | 54 |
| 8 | 8 | 52 | 58 | 10 | 2 | 60 | 63 | 15 | 62 | 58 |
| 9 | 8 | 56 | 62 | 10 | 2 | 64 | 67 | 16 | 70 | 66 |
| 10 | 8 | 62 | 68 | 12 | 2 | 70 | 73 | 17 | 72 | 68 |
| 11 | 6 | 18 | 22 | 5 | 1,5 | 24 | 27 | 6 | 28 | 24 |
| 12 | 6 | 21 | 25 | 5 | 1,5 | 27 | 30 | 6 | 31 | 27 |
| 13 | 6 | 23 | 28 | 6 | 2 | 30 | 33 | 7 | 34 | 30 |
| 14 | 6 | 26 | 32 | 6 | 2 | 34 | 37 | 8 | 38 | 34 |
| 15 | 6 | 28 | 34 | 7 | 2 | 36 | 39 | 9 | 40 | 26 |
| 16 | 8 | 32 | 38 | 6 | 2 | 40 | 43 | 10 | 44 | 40 |
| 17 | 8 | 36 | 42 | 7 | 2 | 44 | 47 | 11 | 48 | 44 |
| 18 | 8 | 42 | 48 | 8 | 2 | 50 | 53 | 12 | 56 | 52 |
| 19 | 8 | 46 | 54 | 9 | 2 | 56 | 59 | 14 | 62 | 58 |
| 20 | 8 | 52 | 60 | 10 | 2 | 62 | 65 | 15 | 68 | 64 |
| 21 | 8 | 56 | 65 | 10 | 2 | 67 | 70 | 16 | 73 | 69 |
| 22 | 8 | 62 | 72 | 12 | 2,5 | 74 | 77 | 18 | 80 | 76 |
| 23 | 10 | 21 | 26 | 3 | 1,5 | 28 | 31 | 7 | 32 | 28 |
| 24 | 10 | 23 | 29 | 4 | 2 | 31 | 34 | 7 | 35 | 31 |
| 25 | 10 | 26 | 32 | 4 | 2 | 34 | 37 | 8 | 38 | 34 |
| 26 | 10 | 28 | 35 | 4 | 2 | 37 | 40 | 9 | 41 | 27 |
|
|
|
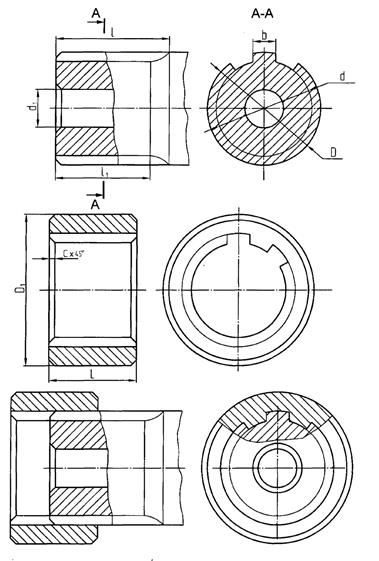
Рис. 45
 |
 |
Задание 12. Построить неразъемное сварное соединение. Данные для своего варианта взять на рис. 48–50. Пример выполнения задания представлен на рис. 51. Задание выполняется на листах ватмана формата А3 (297 ´ 420), форма основной надписи – Ф1 (55 ´ 185). При определении структуры сварных швов выбрать тип сварки по табл. 9 и выписать номер ГОСТа согласно типу сварки.
Таблица 9
| ГОСТ | Основные типы сварки |
| 5264–69 | Ручная электродуговая |
| 8713–70 | Автоматическая и полуавтоматическая под флюсом |
| 11534–65 | Ручная электродуговая (с острыми и тупыми углами) |
| 14771–69 | Электродуговая в защитных газах |
| 14776–69 | Электрозаклепочная |
| 14806–69 | Дуговая алюминия и его сплавов |
| 15164–69 | Электрошлаковая |
| 15878–70 | Электросварка контактная |
| 16037–70 | Швы сварных соединений стальных трубопроводов |
| 16310–70 | Сварные соединения из винипласта и полиэтилена и др. |
Форма подготовки кромок для учебного чертежа выбирается произвольно и на чертеже не показывается. Характер подготовки кромок зависит от требований к прочности шва и от толщины свариваемого материала. Соответствующие данные приведены в табл. 10. Величина катета принимается равной половине толщины наиболее тонкой из свариваемых деталей. Структура условного обозначения сварного шва приведена на рис. 47. На рис. 47 приняты следующие обозначения:
поз. 1 – обозначение стандарта на тип и конструктивные элементы шва;
поз. 2 – буквенно-цифровое обозначение шва по этому стандарту;
поз. 3 – условное обозначение способа сварки по стандарту на данный шов (допускается не указывать);
поз. 4 – знак  и размер катета шва;
и размер катета шва;
поз. 5 – размеры (в мм) прерывистого шва со знаками:
/ – для цепного шва; 
z – для шахматного шва;
поз. 6 – вспомогательные знаки обработки шва:
 – усиление шва снять;
– усиление шва снять;
 – наплывы и неровности шва обработать с плавным переходом к основному металлу;
– наплывы и неровности шва обработать с плавным переходом к основному металлу;
 – шов выполнен по незамкнутому контуру;
– шов выполнен по незамкнутому контуру;
поз. 7 – вспомогательные знаки:
 – шов выполнен по замкнутому контуру;
– шов выполнен по замкнутому контуру;
 – шов выполнен при монтаже, т.е. при установке его по монтажному чертежу на месте применения.
– шов выполнен при монтаже, т.е. при установке его по монтажному чертежу на месте применения.
Если поверхность сварного шва подвергается механической обработке, то обозначение шероховатости наносят после условного обозначения шва.

Рис. 47
Таблица 10
| Стыковые соединения: С1….С25 | ||||
С1 1…3

| С2 1…6

| С3 1…6

| С4 2…8

| С5 4…26

|
С6 4…26

| С7 6…34

| С8 4…26

| С9 15…60

| С10 15…60

|
С11 12…60 
| С12 30…100

| С13 12…60

| С14 8…40

| С15 3…50

|
С16 6…100

| С17 6…34

| С18 3…50

| С19 15…100

| и другие |
| Например: С1 – шов с отбортовкой двух кромок, односторонний, толщина деталей 1…3 мм. | ||||
Продолжение табл. 10
| Угловые соединения: У1…У10 | |||||||||
|
|
|
|
| ||||||
У1 1…3

| У2 1…6
| У3 2…8
| У4 1…30
| У5 2…30
| |||||
У1 1…3 
| У7 4…26
| У8 12…60
| У9 12…50
| У10 12…50
| |||||
| Например: У2 – шов без скоса кромок, односторонний, встык, толщина деталей 1…6 мм. | |||||||||
| Тавровые соединения: Т1…Т11 | |||||||||
Т1 2…30

| Т2 2…30
| Т3 2…30 | Т4 2…30 | Т5 2…30

| |||||
Т6 4…26

| Т7 4…26
| Т8 15…60
| Т9 12…60
| и другие | |||||
| Например: Т1 – шов без скоса кромок, односторонний, Т2 – то же, прерывистый, толщина деталей 2…30 мм. | |||||||||
| Нахлесточные соединения: Н1…Н3 | |||||||||
| Н1 2…60 | Н2 2…60
| Н3 не менее 2
|
| ||||||
| Например: Н1 – шов без скоса кромок, односторонний, прерывистый. | |||||||||












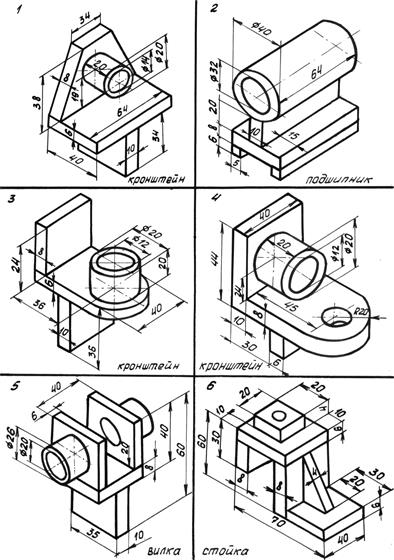 |
Рис. 48
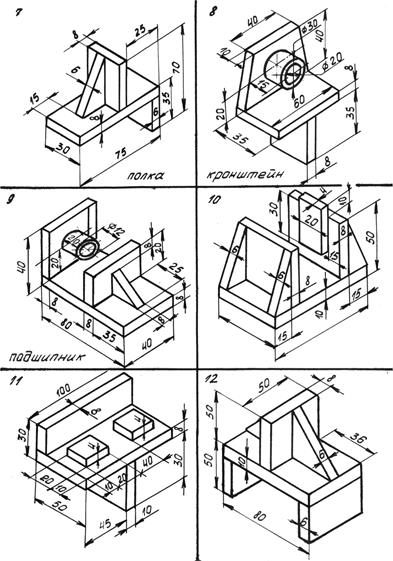
Рис. 49
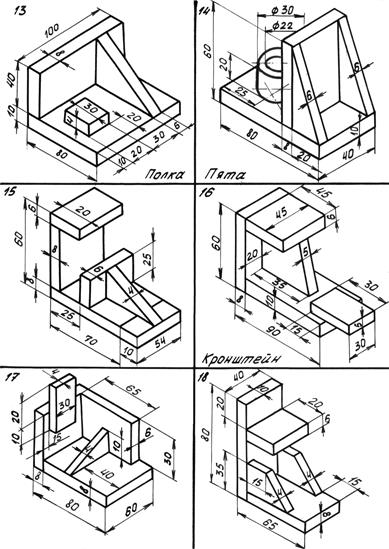 |
Рис. 50
Задание 13. По аксонометрическому изображению детали выполнить рабочий чертеж. Варианты заданий приведены на рис. 54–61. Пример выполнения задания представлен на рис. 62. Задание выполняется на листах ватмана формата А3 (297 ´ 420), форма основной надписи – Ф1 (55 ´ 185). Рабочий чертеж детали должен содержать изображение детали, размеры, обозначение шероховатости поверхностей, материала. Количество изображений должно быть минимальным, но достаточным для определения формы детали и нанесения всех необходимых размеров. Использование дополнительных и местных видов, сечений и местных разрезов дает возможность обойтись меньшим числом основных видов и, таким образом, получить меньшие габариты чертежа. Методика простановки размеров на рабочих чертежах деталей состоит в том, что деталь мысленно расчленяется на элементарные геометрические фигуры (цилиндр, конус, шар и т.д.) и размеры последовательно проставляются на поверхности элементарных геометрических фигур и на их взаимном расположении. Параметры шероховатости устанавливаются по ГОСТ 2789–73. Шероховатость поверхностей деталей обозначают знаками, приведенными в табл. 11. Правила простановки шероховатости приведены в ГОСТ 2.309–73. Обозначения шероховатости поверхностей на изображении изделия располагают на линиях контура, выносных линиях или на полках линий-выносок. Если все поверхности изделия имеют одинаковую шероховатость, то в правом верхнем углу поля чертежа помещают общий знак, рис. 52. При этом обозначение шероховатости на изображении не наносят. Высота и толщина линий знака в обозначении шероховатости должны быть приблизительно в 1,5 раза больше, чем в обозначениях, наносимых на изображение изделия. В случае одинаковой шероховатости нескольких поверхностей изделия в правом верхнем углу проставляют обозначение этой шероховатости и еще один знак в скобках, указывающий на то, что все поверхности детали, кроме обозначенных, имеют шероховатость, записанную перед скобками. Величина этого знака и толщина его линий равна соответствующим величинам знаков на изображении детали. Пример обозначения шероховатости приведен на рис. 53. Материал детали записывают только на рабочих чертежах деталей в графе основной надписи.
Таблица 11
| Форма знака | Назначение знака |
| Применяется для обозначения шероховатости поверхности, образующейся удалением слоя материала (например, точением, фрезерованием, сверлением, шлифованием, полированием и т.д.) |
| Применяется для обозначения шероховатости поверхности, которая должна быть образована без удаления слоя материала (например, литьем, ковкой, объемной штамповкой, прокатом, волочением и т.д.), с указанием значения параметра шероховатости. Этим же знаком, но без указания параметра шероховатости, обозначаются поверхности, не подлежащие дополнительной обработке по данному чертежу |
| Применяется для обозначения шероховатости поверхности, вид обработки которой конструктором не устанавливается |
| Примечание. Размер h примерно равен высоте размерных чисел, применяемых на чертеже, H = (1,5…3) h. | |
Рис. 52
Рис. 53
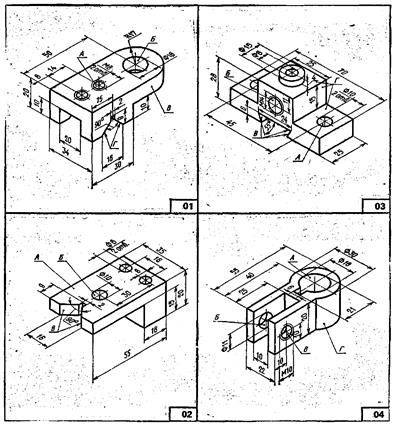
Рис. 54
Исходные данные для вариантов заданий (рис. 54):
1 – опора: А (2,5…1,25 мкм); Б, Г (20…10 мкм); В (160…80 мкм); остальные (40…20 мкм). Материал детали (сталь Ст3 ГОСТ 380-71).
2 – планка: А (40…20 мкм); Б, В (2,5…1,25 мкм); остальные (80…40 мкм). Материал детали (сталь 30 ГОСТ 1050-74).
3 – опора: А, Г (80…40 мкм); Б, В (2,5…1,25 мкм); остальные (40…20 мкм). Материал детали (чугун СЧ 15 ГОСТ 1412-79).
4 – вилка: А, Б (20…10 мкм); В (2,5…1,25 мкм); Г (320…160 мкм); остальные (80…40 мкм). Материал детали (сталь Ст3 ГОСТ 380-71).
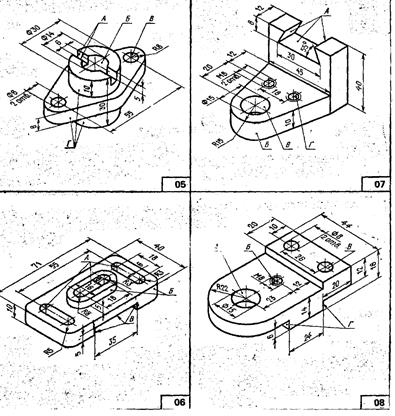
Рис. 55
Исходные данные для вариантов заданий (рис. 55):
5 – корпус: А, В (40…20 мкм); Б (2,5…1,25 мкм); Г (160…80 мкм); остальные (80…40 мкм). Материал детали (сталь Ст3 ГОСТ 380–71).
6 – планка: А, В (20…10 мкм); Б (320…160 мкм); остальные (80…40 мкм). Материал детали (чугун СЧ 10 ГОСТ 1412–79).
7 – стойка: А, В (20…10 мкм); Б (320…160 мкм); Г (2,5…1,25 мкм); остальные (80…40 мкм). Материал детали (сталь 45 ГОСТ 1050–74).
8 – планка: А, В (40…20 мкм); Б, Г (2,5…1,25 мкм); остальные (80…40 мкм). Материал детали (чугун СЧ 15 ГОСТ 1412–79).
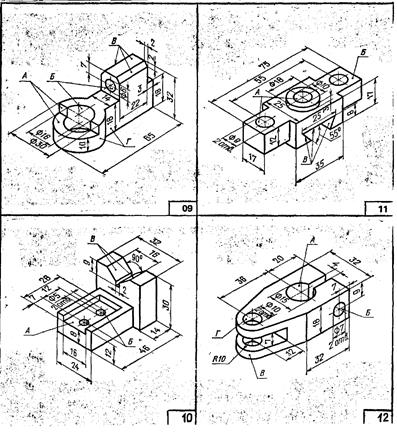
Рис. 56
Исходные данные для вариантов заданий (рис. 56):
9 – рычаг: А, В (40…20 мкм); Б, Г (20…10 мкм); Б (2,5…1,25 мкм); Г (320…160 мкм); остальные (80…40 мкм). Материал детали (сталь Ст3 ГОСТ 380–71).
10 – призма: А, Б (40…20 мкм); В (2,5…1,25 мкм); остальные (80…40 мкм). Материал детали (сталь 45 ГОСТ 1050–74).
11 – планка: А (40…20 мкм); Б (80…40 мкм); В (2,5…1,25 мкм); остальные (160…80 мкм). Материал детали (сталь Ст3 ГОСТ 380–71).
12 – хомут: А (2,5…1,25 мкм); Б, Г (40…20 мкм); В (320…160 мкм); остальные (80…40 мкм). Материал детали (сталь 30 ГОСТ 1050–74).
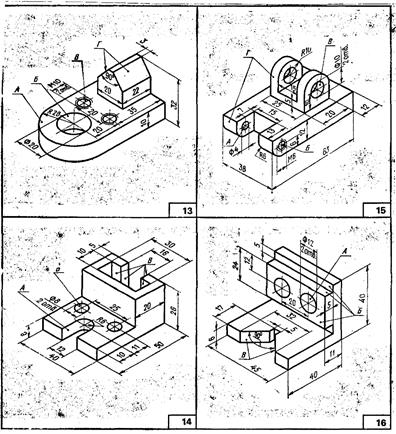
Рис. 57
Исходные данные для вариантов заданий (рис. 57):
13 – основание: А, Г (40…20 мкм); Б, В (2,5…1,25 мкм); остальные (160…80 мкм). Материал детали (сталь 20 ГОСТ 1050–74).
14 – ползун: А, Б (40…20 мкм); В (2,5…1,25 мкм); остальные (80…40 мкм). Материал детали (сталь 30 ГОСТ 1050–74).
15 – основание: А, В (20…10 мкм); Б (2,5…1,25 мкм); Г (160…80 мкм); остальные (80…40 мкм). Материал детали (бронза БрАМц10-2 ГОСТ 18175–78).
16 – призма: А, В (20…10 мкм); Б (40…20 мкм); остальные (80…40 мкм). Материал детали (сталь Ст3 ГОСТ 380–71).
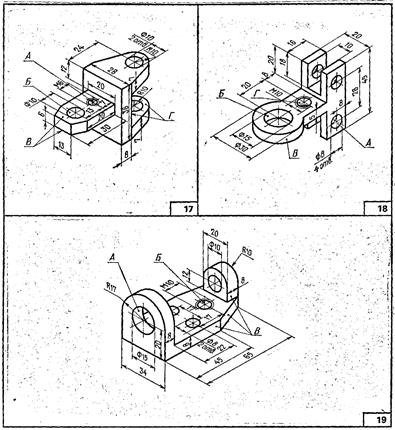
Рис. 58
Исходные данные для вариантов заданий (рис. 58):
17 – вилка: А, Б (2,5…1,25 мкм); В, Г (40…20 мкм); остальные (80…40 мкм). Материал детали (сталь Ст3 ГОСТ 380-71).
18 – подвеска: А (2,5…1,25 мкм); Б, Г (80…40 мкм); В (320…160 мкм); остальные (40…20 мкм). Материал детали (сталь Ст3 ГОСТ 380-71).
19 – стойка: А, Б (2,5…1,25 мкм); В (160…80 мкм); остальные (40…20 мкм). Материал детали (чугун СЧ 15 ГОСТ 1412-79).
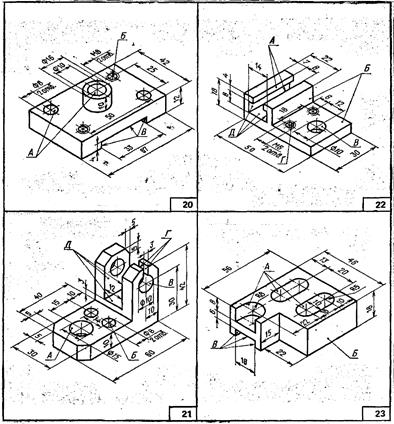
Рис. 59
Исходные данные для вариантов заданий (рис. 59):
20 – опора: А (40…20 мкм); Б, В (2,5…1,25 мкм); остальные (160…80 мкм). Материал детали (алюминиевый сплав АЛ3 ГОСТ 2685–75).
21 – стойка: А (2,5…1,25 мкм); Б, В (40…20 мкм); Г, Д (20…10 мкм); остальные (160…80 мкм). Материал детали (сталь 30 ГОСТ 1050-74).
22 – прихват: А, Б, Д (80…40 мкм); В, Г (1,25…0,63 мкм); остальные (20…10 мкм). Материал детали (сталь Ст3 ГОСТ 380–71).
23 – планка: А (40…20 мкм); Б (20…10 мкм); В (2,5…1,25 мкм); остальные (160…80 мкм). Материал детали (бронза БрАМц10-2 ГОСТ 18175–78).
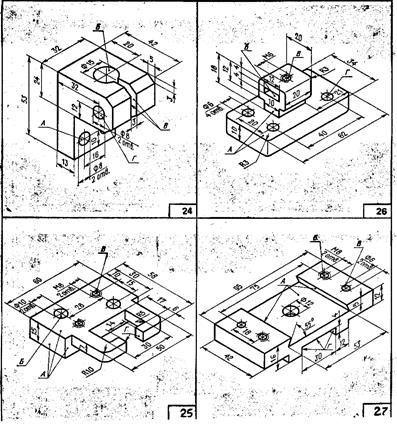
Рис. 60
Исходные данные для вариантов заданий (рис. 60):
24 – хомут: А, В, Г (40…20 мкм); Б (2,5…1,25 мкм); остальные (80…40 мкм). Материал детали (сталь Ст3 ГОСТ 380-71).
25 – съемник: А, Б, Г (40…20 мкм); В (2,5…1,25 мкм); остальные (160…80 мкм). Материал детали (сталь 30 ГОСТ 1050-74).
26 – стойка: А, Б, Г (40…20 мкм); В (20…10 мкм); остальные (160…80 мкм). Материал детали (сталь Ст3 ГОСТ 380-71).
27 – опора: А, Б (2,5…1,25 мкм); В, Г (40…20 мкм); остальные (80…40 мкм). Материал детали (сталь 30 ГОСТ 1050-74).
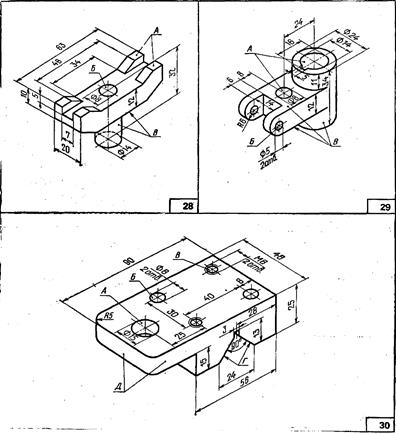
Рис. 61
Исходные данные для вариантов заданий (рис. 61):
28 – планка: А, Б (20…10 мкм); В (80…40 мкм); остальных (160…80 мкм). Материал детали (сталь 30 ГОСТ 1050–74).
29 – вилка: А (20…10 мкм); Б, В (40…20 мкм); остальных (80…40 мкм). Материал детали (чугун СЧ 10 ГОСТ 1412–79).
30 – призма: А (20…10 мкм); Б, В, Г (2,5…1,25 мкм); Д (320…160 мкм); остальных (80…40 мкм). Материал детали (сталь 35 ГОСТ 1050–74).
Задание 14. Выполнить сборочный чертеж сварного соединения. Варианты заданий представлены на рис. 48–50 (задание 12). Пример выполнения задания представлен на рис. 64. Задание выполняется на листах ватмана формата А3 (297 ´ 420), форма основной надписи – Ф1 (55 ´ 185), графы спецификации оформляются на листах ватмана формата А4 (210 ´ 297), форма основной надписи – Ф2 (40 ´ 185). Сборочный чертеж должен содержать: изображение сборочной единицы, дающее представление о расположении и взаимной связи составных частей, соединяемых по данному чертежу, и обеспечивающее возможность осуществления сборки и контроля сборочной единицы; номера позиций составных частей, входящих в изделие; размеры (габаритные, установочные, присоединительные, монтажные и справочные). Для сборочных единиц основным конструкторским документом является спецификация, форма и порядок заполнения которой устанавливается ГОСТ 2.108–68. Размеры таблицы спецификации приведены на рис. 63. Графы таблицы должны содержать следующее:
1. Графа «Формат» – форматы документов, обозначение которых записывают в графе «Обозначение».
2. Графа «Зона» – обозначение зоны, в которой находится записываемая составная часть (только при разбивке поля чертежа на зоны по ГОСТ 2.104–68).
3. Графа «Позиция» – порядковые номера составных частей, входящих в специфицируемое изделие.
4. Графа «Обозначение» – обозначение основных конструкторских документов на составные части специфицируемого изделия. Для стандартных изделий эта графа не заполняется. Обозначение состоит из номера сборочной единицы или изделия, указанного в задании, и порядкового номера детали.
5. Графа «Наименование» – наименование составных частей изделия. Эта графа заполняется по разделам в следующем порядке: «Документация», «Комплексы», «Сборочные единицы», «Детали», «Стандартные изделия», «Прочие изделия», «Материалы», «Комплекты».
6. Графа «Количество» – количество составных частей входящих в сборочную единицу.
7. Графа «Примечание» используется для дополнительных сведений, относящихся к изделиям и документам, внесенным в спецификацию.
Спецификацию нужно заполнять сверху вниз с интервалами между разделами в одну строку. Наименование разделов подчеркиваются.
Рис. 63
Задание 15. Схема – графический конструкторский документ, на котором показаны в виде условных изображений и обозначений составные части изделия и связи между ними. Выполнить электрическую принципиальную (Э3) схему по заданному варианту (рис. 66–68). Пример выполнения задания представлен на рис. 69. Задание выполняется на листах ватмана формата А3 (297 ´ 420), форма основной надписи – Ф1 (55 ´ 185). Вместо обозначения и изображения элемента необходимо изобразить и обозначить элементы в соответствии с требованиями составления электрических принципиальных схем. Выдержки из буквенно-позиционных обозначений элементов приведены в табл. 12.
Таблица 12
| Элементы и устройства | Обязательный буквенный код |
| Конденсаторы постоянной и переменной емкости | C |
| Элементы и устройства защитные (предохранители, разрядники, защитные реле, автоматы защиты сети) | F |
| Реле электромагнитные, искатели, контакторы, пускатели | K |
| Резисторы постоянные, переменные, подстроечные | R |
| Устройства коммутационные (выключатели, переключатели) | S |
| Приборы электровакуумные и полупроводниковые (электронные лампы, электронно-лучевые трубки, газоразрядные приборы, полупроводниковые приборы, полупроводниковые диоды, диодные столбы, транзисторы, тиристоры) | V |
| Диоды, стабилитроны | VD |
| Транзисторы | VT |
Некоторые условные графические обозначения элементов приведены в табл. 13. Размеры условных графических обозначений должны соответствовать ГОСТ 2.747–68. Каждому номеру схемы должны соответствовать элементы (табл. 14). Вместе со схемой выполняется таблица перечней элементов, которая заполняется сверху вниз. В графу «Наименование» заносят группы в алфавитном порядке, выделяя их пропуском строки и подчеркиванием. Размеры таблицы приведены на рис. 65.
Рис. 65
Таблица 13
| Конденсатор постоянный | 
|
| Конденсатор неполярный | 
|
| Резистор постоянный | 
|
| Диод. Выпрямительный столб | 
|
| Стабилитрон односторонний | 
|
| Транзистор структуры: p-n-p | 
|
| Транзистор структуры: n-p-n | 
|
Таблица 14
| Номер обозначения | Тип, марка элемента |
| 1…10 | Резисторы типа МЛТ, согласно ГОСТ 7113–77, мощностью 0,5 Вт, с предельным отклонением от номинала ± 10 % и номиналами: 1; 22; 150; 510; 1,5к; 5,1к; 12к; 27к; 82к; 200к соответственно. Например: МЛТ-0,5-10к ± 10 % ГОСТ 7113–77 |
| 11…20 | Конденсаторы, в том числе – электролитические типа К50-6. Согласно ОЖО.464.107 ТУ, напряжение 25 В; прочие КЛС-IЕ Н70 по ОЖО.460.031. ТУ, с отклонением от номинала ±20 % и номиналами: 22; 100; 220; 1800; 0,01; 0,1; 10,0; 200,0; 1000,0; 4000,0 соответственно. Например: К50-6-25-100 ± 20 % ОЖО.464.107 ТУ |
| Диоды (выпрямительные) | |
| 21 | Д9К ГОСТ 14342-75 |
| 22 | Д220 СМЗ.362.010 ТУ |
| 23 | Д237В ТРЗ.362.021 ТУ |
| Стабилитроны (односторонние) | |
| 24 | Д814Д СМЗ.362.012 ТУ |
| 25 | Д818В СМЗ.582.025 ТУ |
| Транзисторы | |
| 26 | МП25 ГОСТ 14830-75 |
| 27 | МП38 ГОСТ 14831-75 |
| 28 | 1Т308Б ЖКЗ.365.120 ТУ |
| 29 | 1Т311ИЗ. 365.201 ТУ |
| 30 | 1Т403В СИЗ.365.023 ТУ |
| 31 | 2Т301ДЩБЗ.365.007 ТУ |
| 32 | 2Т602Б И93.365.000 ТУ |
| 33 | П217 СИЗ.365.017 ТУ |
| 34 | КТ908Б 3.365.012 ТУ |
| Примечание. Транзисторы 26, 28, 30 и 33 – структуры p-n-p, а остальные структуры n-p-n. | |
Рис. 66
Рис. 67
Рис. 68
Задание 16. Выполнить гидравлическую принципиальную (Г3) схему согласно заданному варианту (рис. 70–75). Пример выполнения задания представлен на рис. 76. Задание выполняется на листах ватмана формата А3 (297 ´ 420), форма основной надписи – Ф1 (55 ´ 185). Вместо обозначения и изображения элемента необходимо изобразить и обозначить элементы в соответствии с требованиями составления гидравлических принципиальных схем (табл. 15). Гидравлические схемы выполняют по правилам, установленным ГОСТ 2.701–84 и ГОСТ 2.704–76 ЕСКД, с условными графическими обозначениями элементов, приведенными в ГОСТ 2.780–68, ГОСТ 2.782–68, ГОСТ 2.784–68.
Элементы устройства изображают на схеме, как правило, в исходном положении (например, обратный клапан — в закрытом положении). Они должны иметь позиционное обозначение, состоящее из прописной буквы русского алфавита и стоящей рядом цифры. Буквы и цифры выполняют чертежным шрифтом одного размера. Буквенное обозначение состоит из одной или двух начальных букв названия элемента, например: Б - бак, НП— насос пластинчатый. Порядковые номера присваивают обычно в зависимости от расположения элементов на схеме: сверху вниз и слева направо. Названия вариантов схем:
1 – Схема циркуляции воды в блоке котел-турбина.
2 – Схема теплофикационной электростанции с промежуточным подогревом пара.
3 – Схема включения конденсатоотводчика.
4 – Схема станции оборотной воды.
5 – Схема газоснабжения котельной.
6 – Схема газорегуляторной установки.
7 – Схема питательной воды.
8 – Схема химической водоочистки.
9 – Схема газорегуляторной установки.
10 – Схема подвода мазута.
11 – Схема котельной с водогрейным котлом.
12 – Схема горячего водоснабжения.
Таблица 15
| № п/п | Изображение | Наименование |
| 1 | 
| Бак (Б) |
| 2 | 
| Водомер (ВД) |
| 3 | 
| Горелка (ГР) |
| 4 | 
| Градирня (ГД) |
| 5 | 
| Деаэратор (ДЕ) |
| 6 | 
| Задвижка (З) |
| 7 | 
| Клапан (К) Вентиль (В) |
| № п/п | Изображение | Наименование |
| 8 | 
| Клапан обратный (КО) |
| 9 | 
| Клапан предохранительный (КП) |
| 10 | 
| Клапан регулирующий (КР) |
| 11 | 
| Клапан сбросной (КС) |
| 12 | 
| Конденсатоотводчик (КД) |
| 13 | 
| Конденсатор (КН) |
| 14 | 
| Подогреватель (ПД) |
Продолжение табл. 15
Продолжение табл. 15
| № п/п | Изображение | Наименование |
| 15 | 
| Фильтр (Ф) |
| 16 | 
| Счетчик газа (СГ) |
| 17 | 
| Счетчик мазута (СМ) |
| 18 | 
| Генератор (ГН) |
| 19 | 
| Тепловой потребитель (ТП) |
| 20 |
| Регулятор давления (РД) |
| 21 |
| Пароприемник (ПП) |
| № п/п | Изображение | Наименование |
| 22 | 
| Котел (КТ) |
| 23 | 
| Насос (Н) |
| 24 | 
| Манометр (МН) |
| 25 |
| Турбина (ТР) |
| 26 | 
| Коллектор (КЛ) |
| 27 | 
| Поток жидкости |
| 28 | 
| Поток газа |
Продолжение табл. 15
Рис. 70
Рис. 71
Рис. 72
Рис. 73
Рис. 74
Рис. 75
Задание 17. Выполнить схему алгоритмов, программ, данных и систем. Пример выполнения задания представлен на рис. 77. Задание выполняется на листах ватмана формата А3 (297 ´ 420) или формата А4 (210 ´ 297), форма основной надписи – Ф1 (55 ´ 185). Условные обозначения и правила выполнения соответствуют ГОСТ 19.701–90. Настоящий стандарт распространяется на условные обозначения (символы) в схемах алгоритмов, программ, данных и систем, устанавливает правила выполнения схем, используемых для отображения различных видов задач обработки данных и средств их решения. Стандарт не распространяется на форму записей и обозначений, помещаемых внутри символов или рядом с ними и служащих для уточнения выполняемых ими функций. Требования стандарта являются обязательными. В настоящем стандарте определены символы, предназначенные для использования в документации по обработке данных, и приведено руководство по условным обозначениям для применения их.
Обязательные символы и отображаемые ими функции в алгоритме обработки данных приведены в табл. 16.
Таблица 16
| Наименование | Обозначения | Функции |
| Процесс |

| Выполнение операций (группы операций), в результате которых изменяется значение (форма представления, расположение) данных. |
| Решение | 
| Выбор направления алгоритма (программы) в зависимости от некоторых переменных условий. |
Продолжение табл. 16
| Наименование | Обозначения | Функции | |
| Модификация |

| Выполнение операций, меняющих команды (группы команд), изменяющих программу. | |
| Предопределен- ный процесс |
| Использование ранее созданных и описанных отдельно алгоритмов (программ) | |
| Ручная операция |
| Автономный процесс, выполняемый вручную или с помощью неавтоматических действующих средств | |
| Вспомогательная операция |
| Автономный процесс, выполняемый устройством, не управляемый непосредственно процессором | |
| Слияние |
| Объединение двух (или более) множеств в единое множество | |
| Выделение |
| Удаление одного (или более) множества из единого множества | |





Продолжение табл. 16
| Наименование | Обозначения | Функции |
| Группировка | 
| Объединение двух (или более) множеств с выделением нескольких других множеств |
| Сортировка | 
| Упорядочение множеств по заданным признакам |
| Ручной ввод | 
| Ручной ввод данных с помощью неавтономных устройств с клавиатурой, переключателей, кнопок |
| Ввод-вывод | 
| Преобразование данных в форму, пригодную для обработки (ввод) или отображения результатов обработки (вывод) |
| Неавтономная память | 
| Ввод-вывод данных в случае использования запоминающего устройства, управляемого непосредственно процессором |
Продолжение табл. 16
| Наименование | Обозначения | Функции |
| Автономная память | 
| Ввод-вывод данных в случае использования запоминающего устройства, не управляемого непосредственно процессором |
| Документ |
| Ввод-вывод данных, носителем которых является бумага |
| Перфокарта |
| Ввод-вывод данных, носителем которых является перфокарта |
| Перфолента | 
| Ввод-вывод данных, носителем которых является перфолента |
| Магнитна лента |

| Ввод-вывод данных, носителем которых служит магнитная лента |
Продолжение табл. 16
| Наименование | Обозначения | Функции |
| Магнитный барабан | 
| Ввод-вывод данных, носителем которых служит магнитный барабан |
| Магнитный диск | 
| Ввод-вывод данных, носителем которых служит магнитный диск |
| Оперативная память | 
| Ввод-вывод данных, носителем которых служит магнитный сердечник |
| Дисплей | 
| Ввод-вывод данных, если непосредственно подключенное к процессору устройство воспроизводит данные и позволяет оператору вносить изменения в процесс их обработки |
| Канал связи | 
| Передача данных по каналу связи |
Продолжение табл. 16
| Наименование | Обозначения | Функции |
| Линия потока |

| Указание последовательности связей между символами |
| Параллельные действия |

| Начало или окончание двух (или более) одновременно выполняемых операций |
| Соединитель |

| Указание связи между прерванными линиями потока (связывающие символы) |
| Пуск-остановка |

| Начало, конец, прерывание процесса обработки данных или выполнения программы |
| Файл | 
| Представление объекта обработки данных (используется совместно с символами конкретных носителей данных) |
Рекомендуемые символы в алгоритмах и программах обработки данных приведены в табл. 17.
Таблица 17
| Межстраничный соединитель | Магнитная карта | Ручной документ |

| 
|

|
| Автономная обработка | Расшифровка | Кодирование |

|
|

|
| Транспортирование носителей | Материальный поток последовательности операций | Источник (приемник) данных |

|
|

|
| Архив | Копирование | |
| 
|
Примечание. Размер а следует выбирать из ряда: 10, 15, 20 мм. Допускается увеличение размера a на число, кратное 5. Размер b принимают равным 1,5 a.
Рис. 77
Список литературы
1. Брилинг Н.С. Черчение. – М., 1989.
2. Попова Г.Н., Алексеев С.Ю. Машиностроительное черчение. – Л., 1986.
3. Арустамов Х.А. Сборник задач по начертательной геометрии. – М., 1978.
4. Крылов Н.Н., Иконникова Г.С., Николаев В.Л., Лаврухина Н.М. Начертательная геометрия. – М., 1990.
5. Чекмарев А.А. Начертательная геометрия и черчение. – М., 2005.
6. Сорокин Н.П., Ольшевский Е.Д., Заикина А.Н., Шибанова Е.И. Инженерная графика. – СПб., 1990.
7. Будасов Б.В., Каминский В.П. Строительное черчение. – М., 1990.
8. Чекмарев А.А. Инженерная графика. – М., 1988.
9. Чекмарев А.А., Осипов В.К. Справочник по машиностроительному черчению. – М., 1994.
10. Бродский А.М., Фазлулин Э.М., Халдинов В.А. Инженерная графика. – М., 2003.
11. Дорофеюк Н.В. Начертательная геометрия. – Череповец, 2002.
Содержание
Введение............................... 3
Задания к расчетно-графическим работам............... 4
Задание 1. Линия пересечения треугольников............. 4
Задание 2. Метрические задачи (пирамида)............... 8
Задание 3. Сечения на фигуре вращения............... 11
Задание 4. Линия пересечения фигур вращения............ 15
Задание 5. Кулачок.......................... 21
Задание 6. Призма и ее аксонометрия................. 27
Задание 7. Построение сечения на детали и ее аксонометрия..... 35
Задание 8. Болтовое соединение................... 47
Задание 9. Трубное соединение.................... 52
Задание 10. Шпоночное соединение.................. 58
Задание 11. Шлицевое соединение.................. 64
Задание 12. Сварное соединение................... 69
Задание 13. Рабочий чертеж детали.................. 76
Задание 14. Сборочный чертеж.................... 88
Задание 15. Электрическая принципиальная схема.......... 91
Задание 16. Гидравлическая принципиальная схема.......... 98
Задание 17. Схема алгоритмов и программ............. 110
Список литературы......................... 118
 | |||
 | |||
Редактор Н.А. Бачурина
Компьютерная верстка Н.А. Бачуриной
Лицензия А № 165724 от 11 апреля 2006 г.
 |
Подписано в печать 03.05.07. Тираж 25 экз.
Уч.-изд. л. 6,36. Формат 60 ´ 84 1/16. Усл. печ. л. 6,98.
Гарнитура Таймс. Заказ .
 |
162600, г. Череповец, пр. Луначарского, 5

 ГОУ ВПО Череповецкий государственный университет
ГОУ ВПО Череповецкий государственный университет
Дата добавления: 2021-04-15; просмотров: 87; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!