Задание для практической работы
Учебные задачи:
1. Знать назначение измерительных инструментов
2. Уметь производить измерения
3. Составить отчет по проделанной работе
Образовательные результаты, заявленные во ФГОС третьего поколения:
Студент должен
уметь:
- пользоваться средствами измерений физических величин;
- соблюдать технические регламенты, правила, нормы и стандарты
знать:
классификацию измерительных средств, методы измерений.
Оборудование и оснащение:
1.Учебно-методическая литература:
1. Нормирование точности и технические измерения/АсановВ.Б. - Новосиб.: НГТУ, 2014. - 180 с. [Электронный ресурс: ООО «Знаниум»]
2. Электротехнические измерения: Учебное пособие / П.К. Хромоин. - 2-e изд., испр. и доп. - М.: Форум, 2016. - 288 с.: ил.; 60x90 1/16. - (Профессиональное образование). (переплет) ISBN 978-5-91134-480-1 - Режим доступа: http://znanium.com/catalog/product/253379
Интернет-ресурсы:
http://gost.prototypes.ru
- Карандаш простой
- Чертежные принадлежности: линейка
1. Карандаш простой
2. Чертежные принадлежности: линейка
Краткие теоретические и учебно-методические материалы по теме практической работы
Теоретическая часть. В отраслях машиностроения и приборостроения, а также при ремонте до 70...80% всех видов измерений составляют линейные измерения. Любой линейный размер может быть измерен различными измерительными средствами, обеспечивающими разную точность измерения. В каждом конкретном случае точность измерения зависит от принципа действия, конструкции и точности изготовления измерительного прибора, а также от ус- ловий его настройки и применения. Рассмотрим наиболее распространенные средства измерения.
|
|
|
55
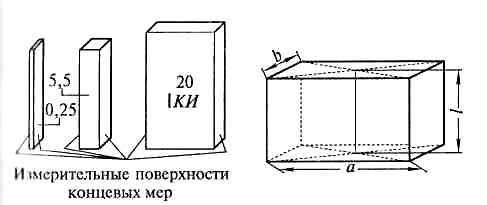
Плоскопараллельные концевые меры длины. Меры длины концевые плоскопараллельные (ГОСТ 9038-90) предназначены для передачи размеров от эталона до изделия. Это основное назначение концевых мер длины осуществляется путем применения их для хранения и передачи единицы длины, поверки и градуировки различных мер и средств измерений, поверки калибров, а также для определения размеров изделий и приспособлений, точных разметочных и координатно-расточных работ, наладки станков и инструментов и т.д.
В соответствии с ГОСТ 9038-90 концевые меры длины имеют форму прямоугольного параллелепипеда с двумя плоскими взаимно параллельными измерительными поверхностями (рисункок1а).
За размер плоскопараллельной концевой меры длины принимается ее срединная длина l (рисунок 1б), которая определяется длиной перпендикуляра, проведенного из середины одной из измерительных поверхностей меры на противоположную измерительную поверхность.
а б
|
|
|
а – внешний вид; б - определение размера l концевой плоскопараллельной меры дли-
ны
Рисунок 1 – Плоскопараллельные концевые меры длины
Концевые меры комплектуют в различные наборы по их числу и размерам номинальной длины. Номинальные размеры и градация размеров мер длины, а также комплектация их в наборы осуществляются таким образом, чтобы можно было из минимального числа мер составить блок любого размера до третьего десятичного знака.
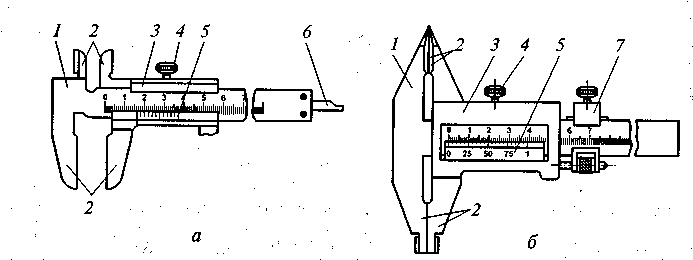
Штангенинструмент предназначен для абсолютных измерений линейных размеров наружных и внутренних поверхностей, а также для воспроизведения размеров при разметке деталей. К нему относятся штангенциркули (рисунок 2), штангенглубиномеры и штангенрейсмасы.
56
в
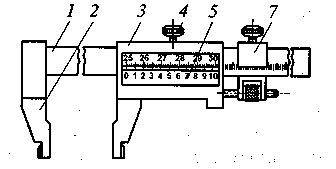
а – тип ШЦ-I; б – тип ШЦ-II; в – тип ШЦ-III; 1 – штанга-линейка; 2 – измерительные губки; 3 – рамка; 4 – винт зажима рамки; 5 – нониус; 6 – линейка глубиномера; 7 – рамка микрометрической подачи
Рисунок 2 – Конструкция штангенциркулей
Основными частями штангенинструментов являются штанга-линейка с делениями шкалы 1 мм и перемещающаяся по линейке шкала-нониус. По шкале-линейке отсчитывают целое число миллиметров, а по нониусу - десятые и сотые доли миллиметра. Для отсчета с помощью нониуса сначала определяют по основной шкале целое число миллиметров перед нулевым делением нониу- са. Затем добавляют к нему число долей по нониусу в соответствии с тем, какой штрих шкалы нониуса ближе к штриху основной шкалы.
|
|
|
ГОСТ 166-89 предусматривает изготовление и использование трех типов штангенциркулей: ШЦ-I двусторонние с глубинометром, ШЦ-II с глубинометром и ШЦ-III односторонние. Штангенглубиномеры принципиально не отличаются от штангенциркулей и применяются для измерения глубины отверстия и пазов. Штангенрейсмасы являются основными измерительными инструментами для разметки деталей и определения их высоты.
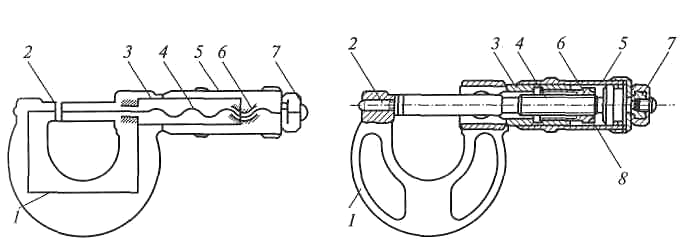
Микрометрические инструменты предназначены для абсолютных измерений наружных и внутренних размеров, высот уступов, глубин отверстий и пазов и т. д. К ним относятся гладкие микрометры (рисунок 4); микрометры со вставками, микрометрические глубиномеры; микрометрические нутромеры.
а б
Рисунок 4 - Гладкий микрометр
а - кинематическая схема; б - принципиальная схема; 1 - корпус; 2 - неподвижная пятка; 3 - стебель; 4 - микрометрический винт; 5 - барабан; 6 - гайка микрометрической па- ры; 7 - устройство стабилизации усилия измерений (трещотка); 8 - контргайка
|
|
|
Принцип действия этих инструментов основан на использовании винтовой пары (винт-гайка) для преобразования вращательного движения микрометрического винта в поступательное. Основными частями микрометрических инструментов являются: корпус, стебель, внутри которого с одной стороны имеется микрометрическая резьба с шагом 0,5 мм, а с другой - гладкое цилиндрическое отверстие, обеспечивающее точное направление перемещения винта. На винт установлен барабан, соединенный с трещоткой, обеспечивающей постоянное усилие измерения (для микрометрических нутромеров трещотка не устанавливается). Стопор служит для закрепления винта в нужном положении. Отсчетное устройство микрометрических инструментов состоит из двух шкал: продольной и круговой. По продольной шкале отсчитывают целые миллиметры и 0,5 мм, по круговой шкале — десятые и сотые миллиметра. Микрометры изготавливают в соответствии с ГОСТ 6507-90.
Задание для практической работы
1) Проведите измерение детали штангенциркулем. На рисунке 9 показан штангенциркуль ЩЦ-1 с пределами измерения от 0 до 125 мм и точностью - 0,1 мм. Верхние губки служат для измерения внутренних размеров (например, диаметров отверстий), нижние — для измерения наружных размеров. Глубиномером измеряют глубину пазов и отверстий.
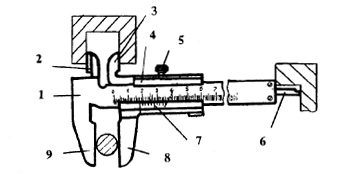
Рисунок 9 – Штангенциркуль ЩЦ – 1
1 – штанга; 2 – верхняя неподвижная губка; 3 - верхняя подвижная губка; 4 – подвижная рамка; 5 – зажимной винт рамки; 6 – глубиномер; 7 – нониус; 8 – нижняя подвижная губка; 9нижняя неподвижная губка
Для отсчета сотых долей миллиметра служит вспомогательная шкала, называемая нониусом 7 (рисунок 9). Длина нониуса 19 мм, поделен он на 10 равных частей, следовательно, цена каждого деления 1,9 мм.

Рисунок 10. Шкала штанги и нониус
При сомкнутых губках нулевые штрихи шкалы штанги и нониуса совпадают (рис. 10), а десятый штрих нониуса совмещается с девятнадцатым штрихом миллиметровой шкалы. Обратите внимание на то, что первый штрих нониуса не доходит до второго штриха шкалы штанги ровно на 0,1 мм (2 - 1,9 = 0,1). Это и позволяет производить замеры с точностью до 0,1 мм. При измерении штангенциркулем целое число миллиметров отсчитывают по миллиметровой шкале штанги до нулевого штриха нониуса, а десятые доли миллиметра, по шкале нониуса от нулевой отметки до того штриха нониуса, который совпадает с каким-либо штрихом миллиметровой шкалы.
2) Проведите измерение микрометром. Вращением микрометрического винта за трещотку сводят измерительные поверхности до соприкосновения между собой или с установочной мерой (при пределах измерения не от нуля). Вращение прекращают после появления щелчков трещотки. Проверяют показания микрометра. Если нулевые штрихи на шкалах стебля и барабана не совпадают, то производят установку микрометра на нуль: при сведенных измери- тельных плоскостях стопорят микрометрический винт; отворачивают колпачок
(гайку), прикрепляющий барабан к микрометрическому винту; освобождают барабан от сцепления с винтом; поворачивают его до совпадения нулевого штриха с продольным штрихом стебля и снова закрепляют барабан.
При измерении микрометр берут левой рукой за скобу, а большим и ука- зательным пальцами правой руки вращают головку барабана до тех пор, пока измерительные поверхности микрометра не будут охватывать измеряемую часть детали.
Затем вращением винта с трещоткой сводят измерительные поверхности до плотного соприкосновения их с измеряемой деталью и появления щелчков трещотки. После этого читают показания микрометра. Целые миллиметры и полу миллиметры отсчитывают по шкале стебля, а десятые и сотые доли миллиметра – по шкале скоса барабана (см. рисунок 11).
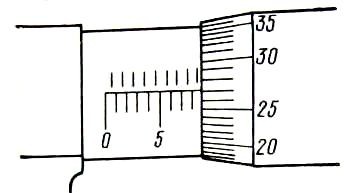
Рисунок 11 – Делительный барабан и делительная втулка микрометра (показания микрометра 8,77 мм)
Дата добавления: 2021-07-19; просмотров: 116; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!