РАСЧЁТНО-АНАЛИТИЧЕСКИЙ МЕТОД ОПРЕДЕЛЕНИЯ ПРИПУСКОВ
Расчётно-аналитический метод определения припусков базируется на анализе производственных погрешностей, возникающих при конкретных условиях получения заготовок и их обработки, определении величины элементов, составляющих припуск и их суммирования.
Факторы, определяющие величину припуска
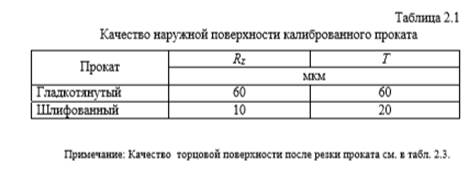
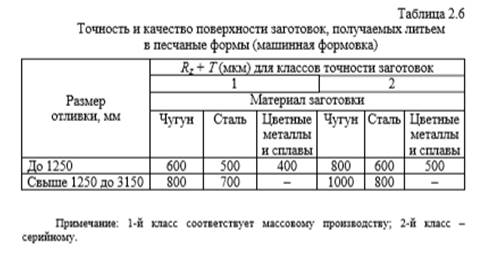
1. Высота неровностей профиля RZi-1, полученная на предшествующем переходе обработки данной поверхности.
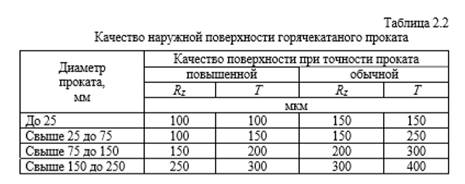
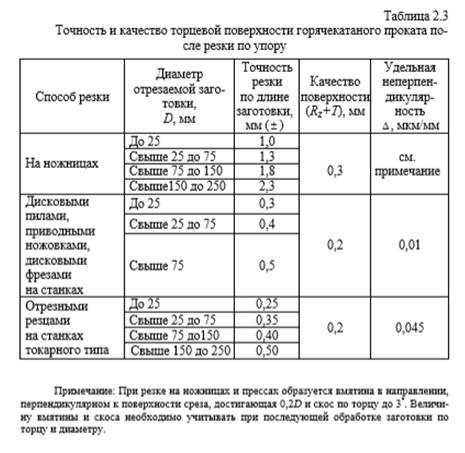
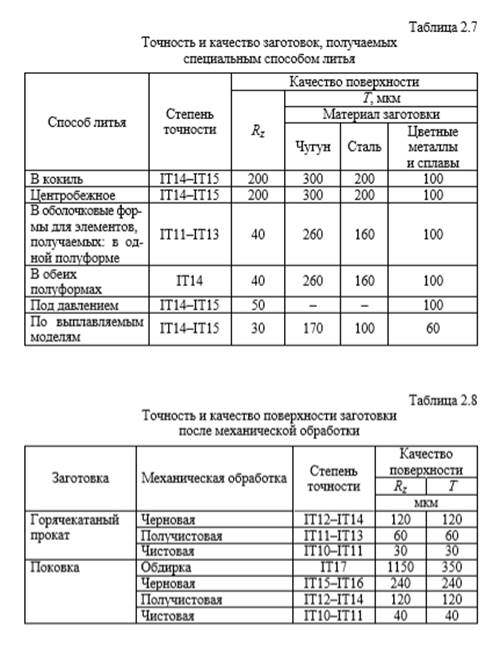
Величина RZi-1 зависит от метода, режимов и условий выполнения предшествующей обработки приводится в табл. 2.1–2.8.
2. Состояние и глубина поверхностного слоя Ti-1, полученные на предшествующем технологическом переходе.
Этот слой, отличающийся от основного металла по механическим свойствам, наличию остаточных напряжений и структуре, включается в припуск не всегда.
Разные металлы в зависимости от вида и режимов обработки имеют разную величину изменённого слоя.
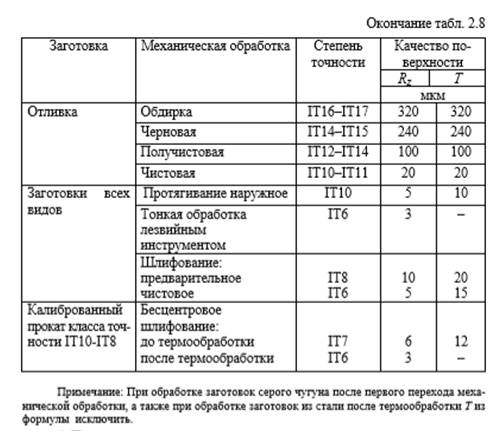
У заготовок, из серого чугуна, изменённый слой представляет собой перлитную корку, которая полностью удаляется в первом переходе при обработке лезвийным инструментом с целью сохранения его стойкости. Поэтому для последующих переходов обработки поверхности величина Ti-1 принимается равной нулю.
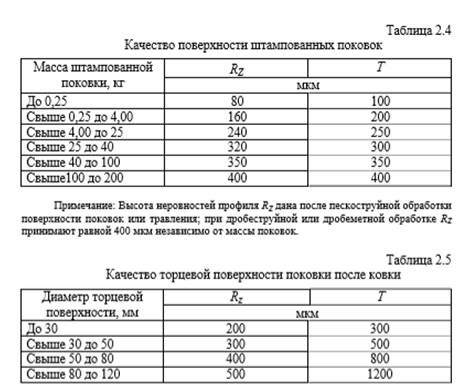
Стальные поковки и штамповочные заготовки имеют обезуглероженный поверхностный слой. Этот слой снижает предел выносливости металла, поэтому его следует удалить при механической обработке.
Значения Т для основных видов заготовок и методов механической обработки приводятся в табл. 2.1–2.8.
|
|
|
3. Суммарное значение пространственных отклонений ρi-1 в расположении обрабатываемой поверхности относительно базовых поверхностей заготовки, оставшихся после выполнения предшествующего перехода.
В минимальный припуск входят пространственные отклонения, имеющие самостоятельные значения, не связанные с допуском на выполняемый размер.
Они могут быть заданы непосредственно как:
- допустимая кривизна вала,
- коробление поверхностей,
- смещение и увод отверстия,
- непараллельность и неперпендикулярность осей,
- радиальное и торцевое биение и прочие,
- допуском на расположение, поверхности или оси,
- координирующим размером.
Причинами пространственных отклонений могут быть:
- пространственные погрешности изготовления литейных форм и штампов;
- деформации детали в процессе обработки;
- погрешности взаимного положения рабочих элементов станка.
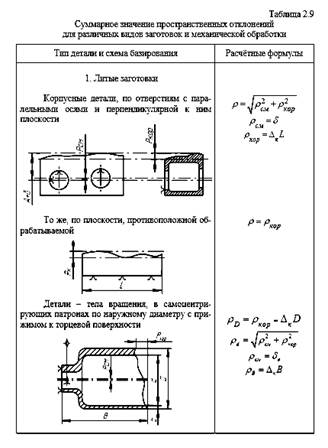
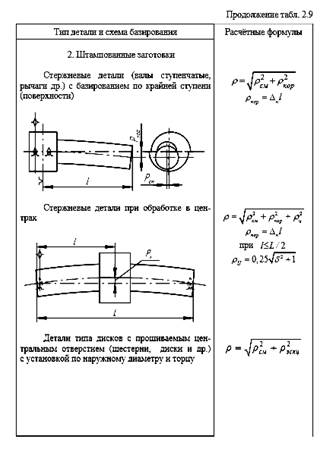
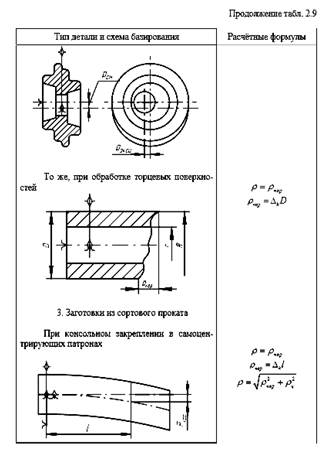
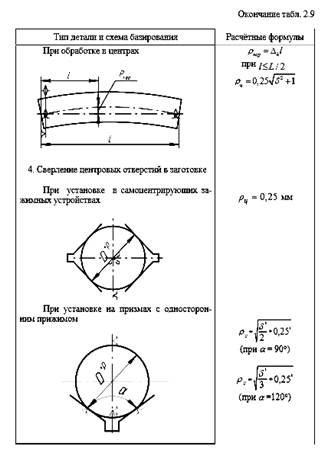
В табл. 2.9 приводятся расчётные формулы для определения суммарного значения пространственных отклонений для различных видов заготовок при их обработке на первой операции, с учётом способов базирования заготовок, влияющих на величину пространственных отклонений.
|
|
|
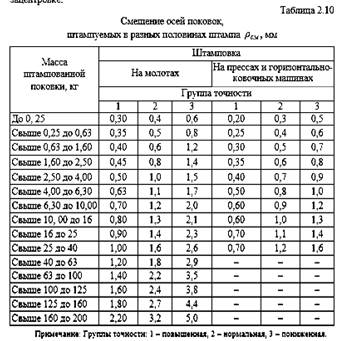
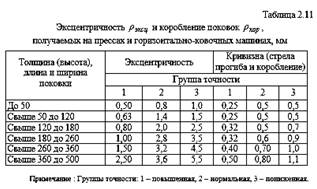
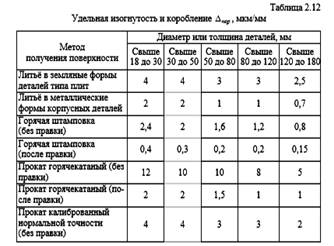
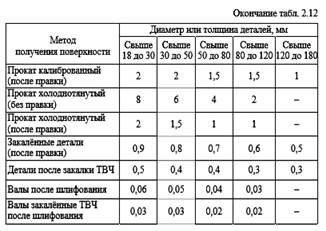
В табл. 2.10–2.12 приведены величины пространственных отклонений.
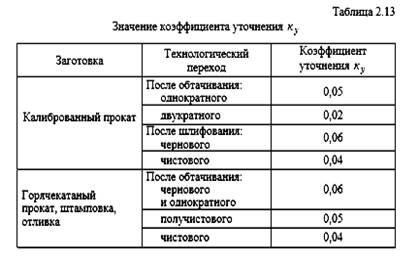
Величину остаточной кривизны после выполняемого перехода определяют по формуле
где ρост – остаточная кривизна; ку – коэффициент уточнения (см. табл. 2.13); ρзаг – кривизна заготовки.
4. Погрешность установки заготовки εуi на выполняемом переходе.
Погрешность εуi в общем виде определяют как векторную сумму погрешности базирования εб , погрешности закрепления εз и погрешности приспособления εпр.
В случае, когда можно определить направление векторов:

Знаки в приведенном выражении зависят от направления векторов.
Когда же предвидеть направление векторов затруднительно, их суммируют по правилу квадратного корня:
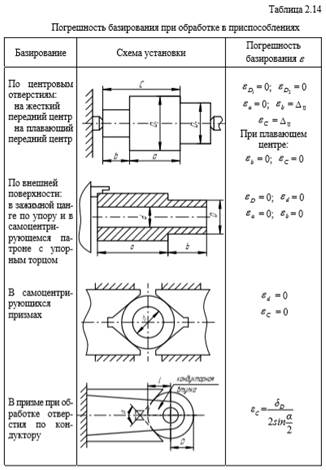
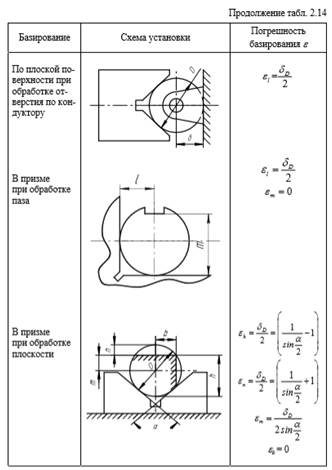
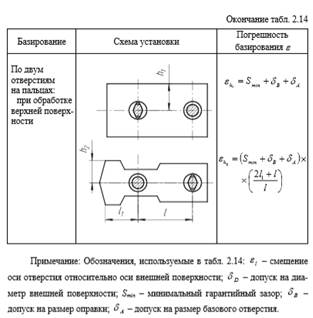
Погрешность базирования имеет место при несовпадении технологической и измерительной баз и зависит от допуска и погрешности формы базовых поверхностей.
В табл. 2.14 и 2.15 приводятся формулы для определения погрешности базирования при обработке заготовок в различных приспособлениях.
Погрешность закрепления εз возникает в результате смещения обрабатываемых поверхностей заготовок от действия зажимной силы.
|
|
|
Значения погрешности закрепления заготовок приведены в табл. 2.16–2.19.
Погрешность приспособления εпр является следствием неточности изготовления станочного приспособления, погрешности установки самого приспособления на станке и износа его рабочих поверхностей. К погрешности приспособления относится и погрешность индексации – поворота зажимных устройств при обработке заготовок на многопозиционных станках. За исключением последней составляющей, элементы погрешности приспособления часто трудно выявить как самостоятельные значения, поэтому их учитывают как входящими в погрешность закрепления.
Дата добавления: 2021-02-10; просмотров: 159; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!