Технологическая последовательность обработки модели, сборочные чертежи узлов модели
На основании выбранных методов была составлена схема обработки /рис 5.3/ и технологическая последовательность обработки по неделимым операциям и представлена в виде таблицы.
Технологическая последовательность обработка изделия
| № | Название операции | Спец. | Разряд | Оборудование |
| Дублирование деталей | ||||
| 1. | Продублировать боковые кокетки полочки | П | 4 | 215 |
| 2. | Продублировать центральные кокетки полочки | П | 4 | 215 |
| 3. | Продублировать центральные части полочки | П | 4 | 215 |
| 4. | Продублировать боковые части полочки | П | 4 | 215 |
| 5. | Продублировать части нижнего воротника | П | 4 | 215 |
| 6. | Продублировать подборт | П | 4 | 215 |
| 7. | Продублировать припуски на шлицах и низа спинки | П | 4 | 215 |
| 8. | Продублировать припуски на подгибку рукавов | П | 4 | 215 |
| 9. | Продублировать края проймы боковой кокетки спинки | П | 4 | 215 |
| Обработка срезов деталей | ||||
| 10. | Обметать боковые и рельефные срезы боковых частей полочек | С | 3 | 51-283 |
| 11. | Обметать боковые и рельефные срезы боковых частей спинки | С | 3 | 51-283 |
| 12. | Обметать рельефные срезы средних частей полочек | С | 3 | 51-283 |
| 13. | Обметать рельефные срезы средних частей спинки | С | 3 | 51-283 |
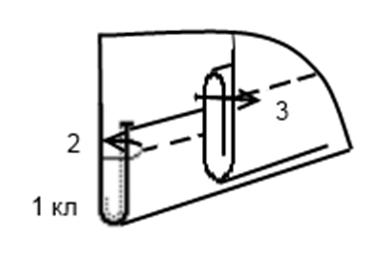
По разработанному методу обработки модели зарисовываем сборочные чертежи изделия /рис. 5.1, 5.2/
|
|
|


Рисунок 5.1 - Сборочный чертеж изделия
А - А
Б -Б
Рисунок 5.2 - Сборочные чертежи узлов
В - В
Г - Г
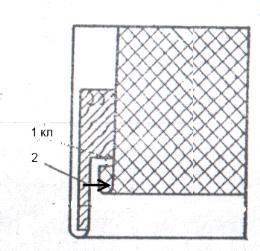
Рисунок 5.2 - Сборочные чертежи узлов
Д - Д
Е - Е
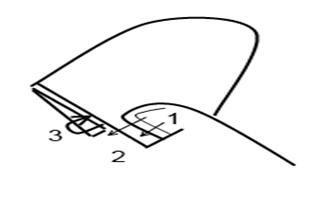
Рисунок 5.2 - Сборочные чертежи узлов
Разработка условий бездефектного изготовления изделия
Условия бездефектного изготовления при ВТО
| Дефект | Причина возникновения | Рекомендации по предупреждению или устранению дефекта |
| Опал детали швейного изделия | Нарушение режимов влажно-тепловой обработки приводит к изменению или ослаблению структуры ткани или окраски материала детали швейного изделия | При сильно выраженном опале испорченную деталь заменить. При слабо выраженном дефекте опаленный участок детали протереть раствором перекиси водорода |
| Прохождение клея через деталь швейного изделия | Нарушение режимов дублирования деталей изделия; несоответствие клеевых материалов плотности материалов верха, в результате чего клей выступает на лицевую сторону детали | Строго соблюдать режимы влажно-тепловой обработки, а также правильно подбирать прокладочные клеевые материалы и ткани верха изделия |
| Отслоение термоклеевого прокладочного материала от основного материала детали швейного изделия | Ослабление прочности склеивания деталей после многократного чередования плоского и объемного прессования деталей, нарушение режимов влажно-тепловой обработки приводит к возникновению пузырей, вздутий на дублированных деталях изделия | Иногда дефект удается устранить путем тщательной влажно-тепловой обработки детали изделия (за рубежом используют шприцевание вздутий и пузырей путем введения в них клеевых растворов и расплавов) |
| Растянутый край детали швейного изделия | Неправильное расположение детали или ее натяжение во время влажно-тепловой обработки приводит к удлинению края детали швейного изделия по сравнению с установленными размерами | Строго соблюдать режимы и технические условия влажно-тепловой обработки деталей швейных изделий |
| Растянута или посажена горловина швейного изделия | Неправильно сутюжены полочки, растянут шов настрачивания подворотника при влажно-тепловой обработке | Строго соблюдать технические условия на укладывание полочки на нижнюю подушку пресса для обеспечения придания правильной формы детали при влажно-тепловой обработке |
| Ласы швейного изделия | Нарушение режимов влажно-тепловой обработки приводит к образованию блеска на участках детали швейного изделия | Ласы швейного изделия устранять паром во время окончатель ной влажно-тепловой обработки изделий на паровоздушных манекенах |
| Рыхлый шов детали швейного изделия | Несоблюдение требуемых режимов воздействия давления, тепла и сушки изделия во времени | Правильный выбор режимов влажно-тепловой обработки деталей для каждой группы тканей |
|
|
|
|
|
|
Условия бездефектного изготовления при пошиве
| Дефект | Причина возникновения | Рекомендации по предупреждению или устранению дефекта | |||
| Укорочение (удлинение) детали швейного изделия | Неправильно проведена операция подрезки низа изделия или намелена эта линия | Перед намелкой линии подрезки следует проверить соответствующие линейные размеры деталей, намелку линий подрезки следует производить остро заточенным мелом (толщина линии не более 0,1 см), а внутренняя сторона линий намелки должна совпадать с контуром лекал | |||
| Полочки разные по длине
| Неправильно выполнена намелка или подрезка низа изделия | Соблюдение технических условий при намелке или подрезке низа изделия | |||
| Линия перегиба лацкана расположена выше или ниже линий, определяемых моделью | Воротник укорочен или удлинен в результате неправильной подрезки или намелки линий подрезки нижнего воротника | При укорочении деталей швейного изделия сверх допускаемой величины деталь предназначать для изделия более низкого роста, а при удлинении низ детали подрезать | |||
| Несовпадение рисунка материала в швейном изделии | Не произведе- на требуемая подгонка рис. деталей изделия; при стачивании или настрачива- нии детали сместились друг относительно друга | Соблюдение технических условий на подгонку рисунка различных деталей швейного изделия; контроль за правильностью работы швейного оборудования | |||
| Несовпадение рисунка материала полочки и листочки | Не выполнена подгонка рисунка ткани листочки и полочки по шву притачивания | Тщательное исполнение операции с соблюдением технических условий на подгонку рисунка материала | |||
| Несовпадение полосок или клеток по краям лацканов и бортов | Разная ширина обтачивания швов левого и правого лацканов или бортов | Добросовестное и квалифицированное исполнение операции обтачивания лацканов и бортов | |||
| Искривленный край детали (швейного изделия) | Искривление краев, например клапана или хлястика, происходит в результате выполнения неровного шва обтачивания, а также из-за не выправленных краев этих деталей | При использовании специального оборудования - полуавтоматов для обтачивания краев деталей и их вывертывания с помощью шаблонов резко улучшается качество выполнения операции | |||
| Искривленный край борта или лацкана | Неровно проведена меловая линия при операции намелки линий лацкана и борта или проведена подрезка этих срезов | Соблюдение технических условий на выполнение операций намелки и подрезки края лацкана и борта | |||
| Искривление края борта или лацкана | Строчка обтачивания бортов проложена на неодинаковом расстоянии от края | Контроль за соблюдением установленной ширины шва при выполнении операции обтачивания борта | |||
| То же | Неравномерная ширина канта по краю лацкана и борта | При настрачивании припусков на шов (у лацкана на полочку и у борта на подборт) нужно следить за правильностью прокладывания строчки, ее ровнотой | |||
| То же | Не выправлен край борта при выметывании | При выметывании шва по краю борта необходимо следить за его ровнотой, выправляя край с помощью канта; использовать полочки, цельнокроенные с подбортами | |||
| Искривленные край воротника по отлету и концам | Неправильно выполнена операция подрезки подворотника, обработки отлета и концов воротника | Обработку воротника доверять высококвалифицированным работницам, добросовестно выполняющим технические условия на изготовление этой сборочной единицы. Тщательно контролировать качество выполнения операций по изготовлению воротника | |||
| Искривление линии низа рукава | Неправильно намелена линия подгиба низа рукава, приутюжены рукава внизу | Низ рукава намелять остро заточенным мелом, заутюживать строго по намеченной линии. Для устранения дефекта заметывают рукав по исправленной линии низа, приутюживают, затем скрепляют соответствующие швы | |||
| Искривление низа изделия | Неправильно намелен или подшит низ изделия. Не прикреплен подгиб низа к швам изделия | Подпороть искривленный низ изделия, заметать и приутюжить по исправленной линии. Подгиб низа изделия прикрепить к вертикальным швам | |||
| Искривление швов деталей швейных изделий | Соединение деталей швейного изделия произошло с отклонением от установленого направления | Необходимо строго соблюдать технические условия на выполнение швов с последующим межоперационным контролем их качества | |||
| Искривление шва втачивания рукава | Неравномерный по ширине шов втачивания рукава. Шов искривлен при прикреплении плечевых накладок | Необходимо при втачивании рукава следить за параллельностью прокладываемой строчки и среза проймы. При превышении ширины шва втачивания подпарывают искривленную строчку и заново втачивают рукав. Ширина шва при крепления плечевых накладок не должна превышать по величине шов втачивания рукава. Отпарывают неверно притачанные плечевые на кладки и заново выполняют операцию | |||
| Искривление бокового шва | Посажена передняя или задняя половинка брюк около закрепки кармана | Распороть боковой шов, заново стачать боковой шов брюк без посадки | |||
| Искривление бокового шва | Неправильно сделаны закрепки на карманах у боковых швов брюк: при постановке закрепки материал верха брюк смещен относительно припуска на боковой шов | Аккуратно удалить закрепку, расправить слои материалов у боковых швов, заново поставить закрепку | |||
| Искривление шва раскепа воротника | Раскепы неровно намелены и подрезаны или стачаны швом, неравномерным по ширине | Правильно выполнить намелку и подрезку, а также стачивание раскепов | |||
| Излишнее натяжение (слабина) детали швейного изделия | Неправильное соединение деталей швейного изделия, которое приводит к образованию сборок, складок | При излишнем натяжении детали необходимо выпустить, если возможно, запас шва детали в направлении ее обужения; при излишней слабине забирать в шов избыток материала детали | |||
| Излишнее натяжение подбортов жакета | Недостаточная посадка подбортов при их наметывании или слабина подбортов по перегибу лацкана | При наметывании подбортов необходимо следить за тем, чтобы в углах лацкана пиджака образовалась необходимая посадка ткани подборта. Для обеспечения прилегания лацканов к полочкам нужно качественно выполнять разметывание линии перегиба лацкана пиджака | |||
Контроль качества изделия
Для получения одежды высокого качества необходимо контролировать при раскрое точность размеров и конфигурации деталей. После раскроя и изготовления образца изделия в соответствии с разработанной технологией оценивают качество готового изделия.
Качество изделий контролируют на столе с горизонтальной поверхностью. Кроме того, качество верхней одежды с бортами и застёжкой до низа контролируют на манекенах или манекенщиках. Манекены, применяемые для контроля качества изделий должны соответствовать НТД. Для контроля линейных измерений, частоты стежков и размеров дефектов внешнего вида материалов применяют нескладывающуюся измерительную линейку, рулетку, кольцемер, треугольник с ценой деления 1мм, текстильную лупу, транспортир.
Согласно ГОСТ 12566-88 существуют недопустимые производственные дефекты.
К значительным производственным дефектам, недопустимым в изделии 1-го сорта относят:
1) расхождение полочек или излишний заход одной полочки на другую;
2) излишнее натяжение (слабина) лацканов, подбортов, верхнего воротника, открытых частей манжет, планок, горловины;
) перекосы, заломы;
) отклонение рукавов вперёд или назад, неправильное распределение посадки рукавов, искривление швов втачивания рукавов;
) неправильное соединение прокладки с верхом изделия, вызывающее деформацию деталей;
) кант на лицевую сторону из нижней детали;
) отсутствие в изделии прокладок, предусмотренных технической документацией на модель и образцом-эталоном;
) деформация материала по линии швов, не соответствующая образцу-эталону и ухудшающая внешний вид изделия;
) наличие лас, пролегание внутренних швов деталей;
) пропуск стежков при подшивании низа изделия, вызывающий его деформацию;
) искривление отделочных строчек;
) обрывы нитей в отделочных строчках.
Качество одежды необходимо контролировать на протяжении всего цикла ее изготовления во всех цехах.
В таблице 7.1 представлены допускаемые отклонения по контролируемому признаку готового изделия.
Допускаемые отклонения
| Наименование допускаемых отклонений по контролируемым признакам готового изделия | Размер отклонения для изделий пальтово-костюмного ассортимента |
| 1-го сорта 0,3 0,3 0,5 0,3 0,3 0,3 0,4 0,7 | |
| 1 | |
| 1 Искривленный край: -борта на длине 15см -отлёт воротника на длине 10см -низа и краёв изделия на длине до 30см 2 Искривление: -шва втачивания воротника на длине 10см 3 Несимметричность: -концов воротника, уступов лацканов -петель от края детали, между собой, от установленного моделью направления -вытачек, швов и рельефов относительно правой и левой сторон изделия 4 Укорочение -одного борта по сравнению с другим |
Технологический контроль качества обработки швейных изделий
| Установочная операция | Объект проверки | Рекомендации по контролю |
| Верхняя одежда | ||
| Стачивание рельефных срезов швейного изделия | Качество изготовления шлицы | Уложить спинку изнанкой вверх и проверить качество обработки шлицы. Перевернуть спинку лицевой стороной вверх, проверить ровноту краев шлицы и качество влажно-тепловой обработки детали. Проверить качество боковых швов (их посадку, ширину) |
| Обрезка бортов и низа швейного изделия | Качество изготовления вытачек, складок, кокеток, рельефов, карманов, сутюживания полочек и соединения их с бортовой прокладкой, прокладывания кромки по проймам, и горловине, плечевым срезам | Разложить изделие изнаночной стороной вверх и проверить ровноту швов, качество строчек и влажно-тепловой обработки. Проверить качество обработки вытачек, складок на полочке и спинке, ровноту рельефов, кокеток отделочных строчек, качество их влажно-тепловой обработки, наличие в карманах долевиков, подзоров, закрепок, ровноту швов и строчек. Сложить изделие пополам вдоль середины спинки и проверить симметричность расположения карманов, вытачек, швов и т. п. Проверить правильность прокладывания кромки по горловине спинки, пройме и плечевым срезам, сутюживание полочек |
| Обтачивание бортов | Качество прокладывания кромки по бортам и низу или расстрачивания подбортов | Сложить полочки по бортам и сравнить их по длине. Проверить равномерность и правильность распределения посадки полочек; проверить соответствие длин подборта и полочки |
| Втачивание нижнего воротника | Качество выполнения плечевых швов | Проверить правильность соединения плечевых срезов: равномерность посадки, ширину швов, качество разутюживания. Проверить качество обработки воротника: форму углов, ровноту края, строчек и т. п. Надеть изделие на манекен и проверить правильность втачивания нижнего воротника |
| Подгонка подкладки изделия и рукавов | Качество выметывания бортов и соединения прокладки с изделием | Сложить борта и проверить симметричность уступов, лацканов, углов низа борта, ровноту канта, длину бортов. Разложить изделие на столе изнанкой вверх и проверить качество соединения с прокладкой (прочность скрепления). Повернуть изделие лицевой стороной вверх и проверить отсутствие морщин и перекосов. Проверить качество подгонки подкладки |
| Втачивание рукавов | Правильность обработки рукавов и раскепов | Проверить качество изготовления рукавов, их длину, ширину швов. Надеть изделие на манекен и проверить правильность втачивания рукавов и обработки раскепов |
| Окончательная влажно-тепловая обработка | Качество соединения подкладки с изделием и посадки изделия на манекене | Вывернуть изделие на лицевую сторону, расправить и надеть на манекен. Проверить отсутствие перекосов, морщин, заломов. Проверить качество притачивания подкладки по бортам, низу, шлице, воротнику. Снять изделие с манекена и проверить качество разметывания пройм. Надеть изделие на манекен и проверить качество влажно-тепловой обработки, пришивания пуговиц, обметывания петель, правильность расположения петель относительно пуговиц. Проверить качество посадки изделия на манекене |
Выводы
В ходе работы над курсовым проектом был разработан технологический процесс изготовления жакета женского с учетом прогрессивных методов обработки и с использованием новейшего швейного оборудования.
На первом этапе была выбрана модель жакета женского, соответствующая современным направлениям моды. Осуществлен подбор основных и прокладочных материалов в пакет с учетом основных требований, предъявляемых к данному виду изделий. Разработанные технологические режимы ниточных и клеевых соединений, параметры обработки на операциях ВТО обеспечат хорошее качество готовой продукции.
На втором этапе работы произведен выбор технологического оборудования для изготовления жакета. Предлагаемые швейные машины в связи с экономической обстановкой и товарными санкциями преимущественно отечественного производства высокопроизводительны, оснащены специальными автоматическими механизмами, обеспечивающими высокое качество обработки. Для внутрипроцессной и окончательной ВТО было выбрано спецоборудование подходящее для любого ассортимента данного вида одежды так как женская мода на жакеты не постоянна в отличии от мужской.
На основании анализа литературы, опыта передовых предприятий выбраны наиболее оптимальные методы обработки деталей и узлов изделий, обеспечивающие высокое качество обработки и максимальную экономическую эффективность.
Список литературы
1. ГОСТ 25295-2003. Одежда верхняя пальтово-костюмного ассортимента. Общие технические условия.
. Перечень нормативно-технической документации к выполнению дипломных и курсовых проектов для студентов специальностей 280800 и 280900. - Иваново, 1998.-28 с.- (ИГТА. Сост. Е.А. Седельникова)
. Инструкция. Технические требования к соединениям деталей швейных изделий. -М.: ЦНИИТЭИЛегпром, 1991.-101 с.
. Промышленная технология одежды: Справочник /П.П. Кокеткин и др. - М.: Легпромбытиздат, 1988.-640 с.
.Основы промышленной технологии поузловой обработки верхней одежды /Куликова Т.И., Досова А.А., Гущина К.Г. и др. - М.: Легкая индустрия 1976.-560 с.
. Кузьмичев В.Е., Папина Н.Г. Промышленные швейные машины: Справочник. - М.: В зеркале, 2001. 256 с.
. Справочник по швейному оборудованию / Горохов И.К., Воронин Е.И. и др. - М.: Легкая индустрия, 1981.-272 с.
. Комплексно-механизированные линии в швейной промышленности /Зак И.С., Полухин В.П., Лейбман С.Я. и др. - М.: Легпромбытиздат, 1988.-320 с.
. Рекомендации по маркировке лекал деталей швейных изделий.- М.: ЦНИИТЭИЛегпром, 1983.-14 с.
. Инструкция. Швейные изделия бытового назначения. Одежда верхняя пальтово-костюмного ассортимента. Допускаемые отклонения в деталях. - М.: ЦНИИТЭИЛегпром, 1990.-16 с.
. ГОСТ 4103-82 Изделия швейные. Методы контроля качества.
. ГОСТ 2.305-68 ЕСКД. Изображения - виды, разрезы, сечения
. ГОСТ 12566-88 Изделия швейные бытового назначения. Определение сортности.
. ГОСТ 10581-91 Изделия швейные. Маркировка. Упаковка. Транспортирование и хранение.
. ГОСТ 7.1.-84. СИБИД. Библиографическое описание документа. Общие требования и правила составления.
. Методические указания к выполнению основных разделов курсовых проектов (работ) и выпускных квалификационных работ./В библиотеке №3033/.
. Справочник по подготовке и раскрою материалов к выполнению лаб., курсовых и дипломных работ для студ. спец. 280800 и 280900. Часть 2. Рациональный раскрой материалов. -Иваново, 2000. -54 с., ил. - (ИГТА, каф.ТШИ, Сост. Е.А. Седельникова). /В библиотеке №2142/.
. Бузов Б.А. Материаловедение в производстве изделий легкой промышленности (швейное производство): Учебник для студ. высш. учеб. заведений /Б.А. Бузов, Н.Д. Алыменкова; под ред. Б.А. Бузов. - м.: издательский центр «Академия», 2004. - 448 с.
. Автор составитель Суворова О.В. Материаловедение швейного производства. Учебное пособие для учащихся профессиональных лицеев и училищ. - Ростов н/Д: «Феникс», 2001. - 416 с.
. Савостицкий А.В., Меликов Е.Х. технология швейных изделий: Учебник для высш. учеб. заведений/Под редакцией А.В. Савостицкого. - 2-е изд., перераб. И доп. - М.: Легкая и пищевая пром-сть, 1982. - 440 с.
. Юдина Л.П., Сурикова Г.И. Промышленные лекала одежды различных видов: Учебное пособие. - Иваново, 1980. - 14с.
Дата добавления: 2021-01-21; просмотров: 119; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!