Расчет литниковой системы для отливок из разных сплавов.
ПРОЕКТИРОВАНИЕ МОДЕЛЬНЫХ КОМПЛЕКТОВ
Модель с отъемными частями, стержневыми ящиками, шаблонами для контроля размеров, моделью литниковой системы называют модельным комплектом.
Рабочие поверхности модели и стержневых ящиков должны быть гладкими и чистыми, чтобы в форме получался четкий отпечаток модели.
Материалом для изготовления моделей служат древесина, металлы, специальные материалы — заменители. К последним относятся пластмассы, гипс, цемент, бетон. Материал выбирают в зависимости от характера производства и сложности детали.
В единичном и мелкосерийном производстве модельные комплекты обычно делают из древесины. Стоимость деревянного модельного комплекта значительно ниже стоимости металлического, что важно в единичном производстве, когда модель используют далеко не до полного износа. В массовом производстве экономически целесообразно применять металлический модельный комплект, который в несколько раз прочнее деревянного.
Модельную оснастку изготовляют в модельном цехе. Технологическая разработка получения отливки выполняется технологом-литейщиком. Затем на основании этой разработки технолог-модельщик создает технологию изготовления модельного комплекта. Прежде всего на листах фанеры вычерчивают конструкцию будущей модели в натуральную величину. Такого элементарного чертежа бывает достаточно, когда модель изготовлена из дерева. При проектировании металлических моделей необходимы подетальные конструкторские чертежи.
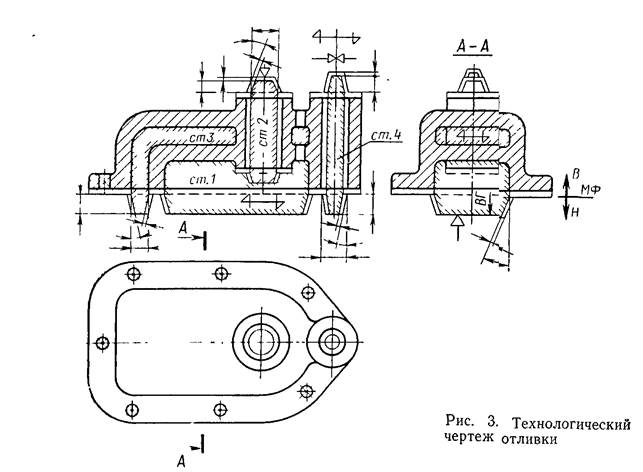
Во всех случаях проектирование модельного комплекта начинают с разработки технологического чертежа отливки, который выполняют непосредственно на конструкторском чертеже. На технологическом чертеже отливки (рис. 3) в соответствии с ГОСТ 2. 423—73 указывают поверхность разъема модели, а следовательно, положение модели при формовке, а также положение отливки при заливке формы жидким металлом. В некоторых случаях формовку выполняют в горизонтальном положении, а заливку — в вертикальном. Затем назначают припуски на обработку отливки, указывают усадку металла, размеры стержневых знаков, границы между стержнями, проектируют литниковую систему.
Поверхность разъема должна обеспечивать свободное извлечение модели из формы при минимальном числе отъемных частей и стержней. При выборе поверхности разъема следует учитывать:
- расположение отливки в форме, так как от этого зависят ее качество,
- расход формовочных материалов,
- размеры оснастки;
- свойства сплава;
- условия производства и т. п.
На чертеже поверхность разъема обозначают горизонтальной линией с указанием стрелками направления верха В и низа Н (см. рис. 3).
Припуски на обработку резанием назначают для того, чтобы обеспечить после обработки получение размеров и чистоты поверхности детали в соответствии с чертежом. Припуск зависит от класса отливки, размеров детали и положения данной поверхности в форме во время заливки. На нижние и боковые поверхности дают одинаковые припуски, на верхнюю поверхность припуск увеличивают. Последнее объясняется тем, что во время заливки различные неметаллические включения (пузырьки газов, шлак и др. ), попадающие в расплав, всплывают и загрязняют поверхность отливки. Припуски на обработку чугунных отливок назначают по ГОСТ 1855—55 (табл. 1), на обработку стальных отливок — по ГОСТ 2009—55 (табл. 2). Припуски на обработку отливок из цветных сплавов приведены в табл. 3.
Фасонные отливки по точности получаемых размеров делят на три класса. Для I класса припуски на обработку принимают наименьшие, для III класса—наибольшие.
При ручной формовке размеры отливок всегда получаются больше указанных на чертеже вследствие расталкивания модели при извлечении ее из формы.
В целях получения более точных размеров на моделях предусматривают отрицательные припуски— уменьшение толщины наружных стенок отливки путем изменения наружного размера в пределах допуска. Отклонения от номинальных размеров на моделях должны укладываться в нормы, предусмотренные
ГОСТом для разных классов точности (табл. 4).




Усадка. В литейной форме расплав охлаждается и в определенном интервале температур переходит из жидкого состояния в твердое. Этот переход сопровождается уменьшением объема металла, т. е. объема отливки. Такое явление называют усадкой. При изготовлении моделей учитывают линейную усадку, т. е. уменьшение размеров в каждом измерении отдельно (по длине, ширине и высоте). Для получения размеров отливки в соответствии с заданными по чертежу все размеры на модели должны быть больше на величину усадки металла.
Усадка выражается в процентах, и каждый сплав имеет свое значение усадки. Так, линейная усадка серого чугуна 0, 8—1, 2%, углеродистой стали 1, 5—2%, медных сплавов 1, 2—1, 5%, алюминиевых сплавов 1, 0—1, 5%. На технологическом чертеже крупной и сложной отливки должна быть раздельно указана усадка по длине, ширине и высоте, так как на величину усадки влияют стержни, ребра жесткости, разностенность отливки, температура заливаемого расплава.
Тонкие стенки и ребра жесткости, затвердевающие раньше толстых стенок, оказывают сопротивление усадке. Стержни, находясь внутри отливки, также препятствуют усадке, особенно при недостаточной их податливости. В результате усадка оказывается затрудненной, что вызывает в отливках внутренние напряжения, которые могут привести к возникновению трещин или короблению отливок.
При изготовлении моделей применяют так называемый усадочный метр или линейку. Каждое деление такого метра больше эталонного на величину усадки. Например, при усадке сплава 1,5% усадочный метр имеет полную длину 1015 мм и разделен на 1000 делений. Усадочным метром пользуются, как обычным.
В подетальных чертежах элементов металлических моделей все размеры указывают с припуском на обработку и с учетом усадки металла, так как эти детали обрабатывают на металлорежущих станках, причем все замеры выполняют обычным мерительным инструментом, не учитывающим усадку.
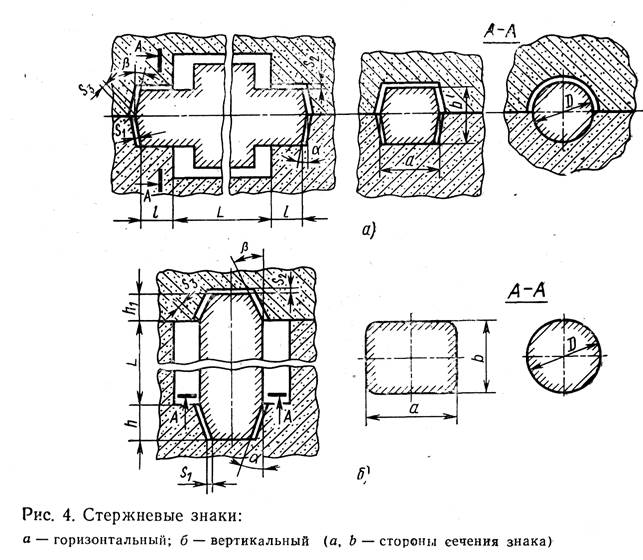
Стержневые знаки. В большинстве случаев стержни устанавливают и укрепляют в форме на знаках (см. рис. 1). Конструкция знака зависит от конфигурации и габаритных размеров стержня. Стержневые знаки должны обеспечивать устойчивое положение стержня в форме до и во время заливки. На стержень в жидком металле, как на любое тело, погруженное в жидкость, действуют выталкивающие силы. Поэтому все стержневые знаки должны иметь определенные размеры, достаточные для того, чтобы обеспечить устойчивое положение стержня, но не чрезмерно большие, чтобы не вызывать увеличение размеров оснастки и удорожание формы.
F Длину l горизонтальных знаков (рис. 4, а) принимают в пределах
F 15—300мм в зависимости от длины l стержня.
F Высота нижних h и верхних h 1 вертикальных знаков (рис. 4, б) может быть в пределах 20—110 мм.
F Нижние знаки вертикальных стержней являются опорными, поэтому, как правило, h > h 1 .
F В (некоторых случаях для упрощения сборки формы верхние знаки не делают, но если стержень высокий и недостаточно устойчив на нижнем знаке, верхний знак делать необходимо.
Знаковые части стержней на моделях делают больших размеров, чем в стержневых ящиках, вследствие чего при сборке формы между поверхностью формы и знаком стержня образуется зазор. Отсутствие зазоров приведет к тому, что форму нельзя будет собрать. Зазоры s1, s2, s3 (см. рис. 4) зависят от размеров стержня, их назначают в пределах 0,15—5,5 мм. Вертикальные поверхности знаков выполняют с уклонами α , β к поверхности разъема, необходимыми для сборки формы. Уклоны на знаках могут быть 2 — 10°.
F Верхние знаки делают с большим уклоном β во избежание поломок при накрытии верхней полуформой.
На мелких моделях для формовки по-сырому в массовом и крупносерийном производстве на горизонтальных и вертикальных знаках предусматривают обжимной поясок 1, или кольцо (рис. 5). Обжимное кольцо плотно облегает знак стержня и препятствует проникновению металла в торцовую часть знака, куда выходит вентиляционный канал стержня.
В форме под нижним вертикальным знаком выполняют кольцевую канавку 2, в которой собираются песчинки и комочки смеси, осыпавшиеся при сборе. У вертикального стержня, который при заливке легко может всплыть, знак 3 делают с расширением внизу.

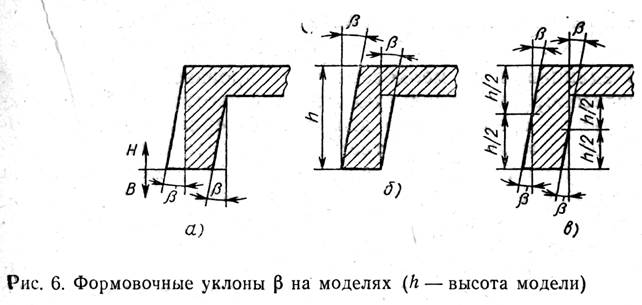
Формовочные уклоны выполняют на плоскостях модели, перпендикулярных к разъему формы, для того, чтобы модель легко вынималась из формы, не вызывая ее повреждений. Наличие уклонов на моделях является главной причиной значительных отклонений размеров отливок от номинальных размеров. В соответствии с ГОСТ 3212—80 уклоны на наружных и внутренних стенках модели можно выполнять или с увеличением размеров «в плюс» (рис. 6, а) для обрабатываемых поверхностей, или с уменьшением размеров «в минус» (рис. 6, б) для необрабатываемых поверхностей и сопрягаемых с другими деталями, или одновременно с увеличением и уменьшением размеров по средней линии (рис. 6, в). Чем больше высота поверхности, тем меньше абсолютное значение уклона. На деревянных моделях уклоны делают больше, чем на металлических моделях равных габаритных размеров. Это объясняется тем, что металлические модели имеют более гладкую (поверхность, не разбухают, не коробятся в отличие от деревянных.
Литниковая система — это система вертикальных и горизонтальных каналов в форме, по которым расплав поступает в ее полость.
На технологическом чертеже отливки указывают размеры всех элементов литниковой системы, необходимые для изготовления модели, а также материал, предназначенный для данного модельного комплекта, классы прочности и точности модельного комплекта.
От конструкции литниковой системы в значительной мере зависит качество отливок. Около 30% брака в литейных цехах получается именно вследствие применения неправильной литниковой системы.
Конструкция литниковой системы должна обеспечивать плавный, безударный подвод расплава в полость формы, а также задержание различных неметаллических включений (шлака, пузырьков воздуха и газов и т. д.), находящихся в расплаве.
Качество отливки зависит также от места подвода расплава в форму. В месте подвода литниковой системы форма сильно разогревается, так как весь (и самый горячий) расплав проходит через это место. В результате участки отливки, к которым подводится расплав, охлаждаются медленнее и в них, как правило, наблюдается рыхлота усадочного происхождения.
Если сплав имеет небольшую усадку (например, серый чугун), то подводить металл следует в тонкие сечения, желательно менее ответственные, не подвергающиеся в дальнейшем обработке резанием. В этом случае скорость охлаждения в массивных и тонких сечениях выравнивается, поэтому снижаются усадочные явления, и в первую очередь внутренние напряжения в отливках.
Если сплав имеет повышенную усадку (например, сталь), то подвод расплава в сечение малой толщины в большинстве случаев не дает положительных результатов. Поэтому при получении стальных отливок часто подводят расплав в массивное сечение под прибыль, чтобы разогреть форму около прибыли. Медленное охлаждение прибыли является необходимым условием питания отливки. Иногда при изготовлении стальных отливок целесообразно заливать расплав непосредственно в прибыль. Например, при получении различных маховиков, шкивов обычно расплав заливают через прибыль, расположенную над ступицей.
В отливки больших размеров, имеющих тонкие сечения, расплав необходимо подводить рассредоточено — через большое число питателей, расположенных со всех сторон отливки. Особенно это важно для сплавов, имеющих плохую жидкотекучесть (например, для стали). Таким образом, при выборе места подвода расплава и конструкции литниковой системы необходимо учитывать сплав, размеры отливки, толщину ее стенок и конструктивные особенности.
Важное значение имеет скорость поступления расплава в форму.
При быстром заполнении расплав оказывает большое динамическое воздействие на стенки формы, в результате чего в отдельных местах форма может быть размыта, а отливка загрязнена песчаными включениями. Кроме того, при быстром движении струя металла захватывает воздух, находящийся в форме, и газы, выделяющиеся из формы под действием высокой температуры. Пузырьки газов запутываются в расплаве и остаются в отливках в виде газовых раковин.
При медленной заливке расплав поступает в форму спокойно, постепенно вытесняя воздух. Отливки получаются чистые, без засоров и газовых раковин. Расход металла на литниковую систему уменьшается. Однако формы, имеющие значительное внутреннее сопротивление (тонкие стенки, большие размеры отливок), в случае медленной заливки могут не заполниться, так как расплав в тонких сечениях быстро остывает и жидкотекучесть его уменьшается.
На практике скорость заливки расплава формы устанавливают в зависимости от размеров отливки и толщины ее стенок (т. е. внутреннего сопротивления). Простые отливки со стенками большой толщины следует заливать медленно. Чем больше внутреннее сопротивление формы, тем больше должна быть скорость заливки.
Для чугунных отливок с разной толщиной стенок рекомендуется принимать следующую скорость подъема уровня расплава в форме:
| Толщина стенки, мм | 7—10 | 10—40 | Св. 40 |
| Скорость подъема уровня расплава, мм/с | 20—40 | 10—20 | 8—12 |
Высокие отливки заливают несколько быстрее, чем отливки такой же массы и с такой же толщиной стенок, но более низкие, плоские.
Во всех случаях расплав должен поступать в форму спокойно, без завихрений. Это необходимое условие для получения отливок хорошего качества, без загрязнений и газовых пузырей.
Основные элементы литниковой системы.
Простейшая литниковая система представлена на рис. 108.
|
| Рис. 108. Элементы литниковой системы: 1—литниковая чаша (воронка); 2—стояк, 3—шлакоуловитель (коллектор); 4—питатели; 5—выпор |
Литниковая чаша предназначена для приема расплава и задержания шлака. Перед заливкой крупных и средних форм отверстие в чаше рекомендуется закрывать пробкой (рис. 109, а) или тонкой металлической пластинкой, чтобы в начале заливки чаша наполнялась расплавом. При этом более легкие шлак и газы успевают всплыть. Затем пробку вынимают (а пластинка расплавляется), и в форму начинает поступать чистый металл. В течение всего времени заливки чаша должна быть наполнена расплавом. Нельзя прерывать заливку и упускать металл из чаши в форму, так как при этом в форму попадут различные неметаллические включения, всплывшие на поверхность расплава.
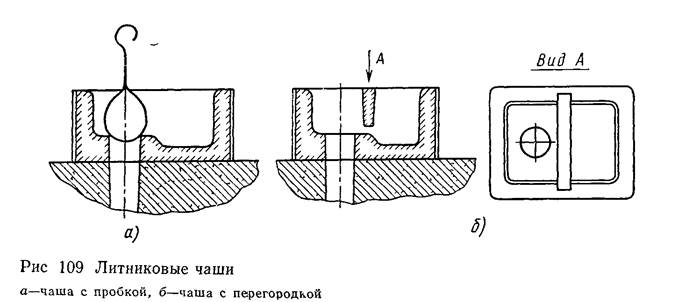
Объем чаши зависит от объема отливки. Чаша может быть рассчитана на один — четыре стояка. Большие чаши делают с перегородкой (рис. 109, б), предназначенной также для задержания шлака.
Стояк — вертикальный канал, соединяющий литниковую чашу или воронку со шлакоуловителем. Стояк чаще всего делают круглым, но в некоторых случаях, для того чтобы уменьшить скорость движения расплава на выходе из стояка в шлакоуловитель, его делают прямоугольного сечения. Иногда вместо одного делают несколько таких стояков. Стояки с прямоугольным поперечным сечением применяют для магниевых и алюминиевых отливок.
Чтобы уменьшить скорость движения расплава, стояку придают зигзагообразную форму.
Шлакоуловитель — горизонтальный канал, соединяющий стояк с питателем. Расположен он обычно в верхней полуформе, имеет трапецеидальное сечение, причем высота трапеции должна быть больше нижнего основания, чтобы создать лучшие условия для задержания шлака. Наиболее благоприятные условия для задержания шлака получаются в центробежных шлакоуловителях (рис. 110). Расплав, поступая по касательной в бобышку шлакоуловителя, получает вращательное движение. Все легкие неметаллические включения (шлак, оксидные плены) оттесняются к центру, а чистый металл поступает в следующий канал.

Для магниевых сплавов широко применяют «глухие» шлакоотстойники, которые располагают на шлакоуловителе над питателями. Подобные шлакоотстойники используют и при заливке других сплавов, например серого чугуна.
Питатели подводят расплав непосредственно в полость формы. Сечение питателей может быть различным (прямоугольным, круглым, трапецеидальным), но площадь сечения должна быть меньше толщины стенки, к которой подводятся питатели.
Выпоры предназначены для вывода воздуха и газов из полости формы при заливке, уменьшения динамического давления расплава на форму, сигнализации о конце заливки Выпоры выполняют также роль элементов, питающих отливку расплавом в процессе ее затвердевания.
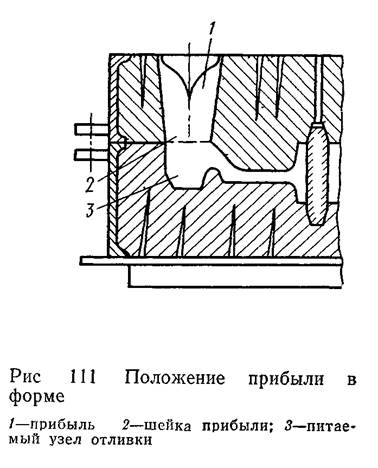
Прибыли (рис. 111) и питающие выпоры применяют для отливок из сплавов, имеющих повышенную усадку, неравномерную толщину стенок, массивные узлы. Прибыли питают утолщенные места отливки, затвердевающие последними, поэтому располагают прибыли так, чтобы расплав мог поступать из них в питаемый узел отливки. Прибыли делают более массивными, чем питаемые узлы, но следует помнить, что применение прибылей невыгодно, так как увеличиваются расход расплава и себестоимость литья.
Типы литниковых систем.
Литниковые системы разделяют по характеру движения расплава на два типа: заполненные и незаполненные.
В заполненной системе площадь поперечных сечений элементов литниковой системы уменьшается от стояка к питателям: площадь сечения стояка больше площади сечения шлакоуловителя, а площадь сечения шлакоуловителя больше суммарной площади сечения питателей. При этом создаются условия для задержания в литниковой системе легких неметаллических включений шлака и газов. Таким образом, малым сечением в заполненных литниковых системах является суммарное сечение питателей.
В незаполненных системах малым сечением является сечение стояка, а площадь поперечных сечений элементов литниковой системы увеличивается от стояка к питателю.
В зависимости от способа подвода расплава в форму литниковые системы можно классифицировать следующим образом:
1. Литниковые системы с подводом расплава по плоскости разъема наиболее просты и их широко применяют для мелких невысоких отливок. Струи расплава из питателей попадают на дно формы. При этом может произойти разрыв формы, что особенно опасно для высоких отливок.
Питатели нельзя располагать непосредственно под стояком и на концах шлакоуловителя, так как здесь скапливается наибольшее количество неметаллических включений. Нежелательно помещать питатели в нижней полуформе под шлакоуловителем, так как расплав, растекаясь по дну шлакоуловителя, попадает в канавки питателей преждевременно. По возможности следует питатели помещать в верхней полуформе.
2. Сифонная литниковая система (рис 112, а)обеспечивает наиболее спокойно заполнение формы расплавом. В этом случае весь расплав поступает в форму снизу, отчего низ формы перегревается. Это создает нежелательные условия затвердевания отливки. Верхние части отливки оказываются более холодными и не могут служить прибылью для нижних слоев. В результате в нижних частях отливки, а иногда и по всей высоте (снизу вверх), появляется рыхлота усадочного происхождения.

Такое же явление наблюдается в том случае, если стояк расположен слишком близко к отливке и форма в этом месте перегревается.
3. Комбинированная литниковая система (рис. 112, б) считается наилучшей для высоких отливок различной массы, особенно для крупных и тяжелых. При такой литниковой системе при определенном соотношении сечений каналов заполнение формы начинается через нижний питатель, как при сифонной заливке, а заканчивается через верхний питатель. Форма заполняется спокойно, и вместе с тем затвердевание отливки проходит направленно снизу вверх. Комбинированную литниковую систему сложнее выполнять, поскольку модели нижних питателей 1 должны быть зафиксированы в форме так, чтобы модели стояков 2 могли после уплотнения формы извлекаться вверх, а сами питатели— в полость формы. Вследствие этого форму можно изготовить только вручную. Формовка такой литниковой системы упрощается при использовании полистироловых моделей питателей 1, которые не извлекают из формы, так как они газифицируются вовремя заливки формы расплавом. При машинной формовке (а часто и при ручной) комбинированную литниковую систему делают в стержне.
Для алюминиевых отливок обычно применяют литниковую систему с щелевыми питателями (рис. 122, в). Щель соединяет стояк с отливкой по всей высоте. Литниковые системы с питателям, расположенными по вертикали, или с щелевыми питателями должны быть незаполненными, т. е. площадь сечения стояка должна быть меньше суммарной площади сечения питателей. При таком условии заливка начинается через нижние питатели и идет с малой скоростью. Когда уровень металла в форме поднимается выше нижних питателей и опасность образования завихрений и размыва формы исчезает, расплав может поступать в форму через верхние питатели. Если шлакоуловитель и вертикальные каналы заполняются сразу первым потоком расплава, то заливка формы начинается сразу через все питатели или по всей высоте щели. Это создает завихрение, расплав захватывает воздух и оксидные пленки. В результате отливка получается с газовыми пузырями и пленами.
4. «Дождевая» литниковая система (рис. 112, г) применяется преимущественно для отливок цилиндрической формы. Питатели представляют собой отверстия, расположенные по окружности на равном друг от друга расстоянии. Расплав из стояка попадает в кольцевой коллектор и через питатели тонкими струйками по всему периметру отливки равномерно заполняет форму. Однако нельзя допускать, чтобы струйки расплава встречали на своем пути выступ формы или стержень и разбрызгивались, так как капли расплава быстро затвердевают, покрываются оксидной пленкой и не свариваются с металлом. Этот дефект в отливках называют корольками. При литье серого чугуна эти капли отбеливаются, становятся очень твердыми и затрудняют обработку резанием.
Расчет литниковой системы для отливок из разных сплавов.
Конструкция литниковой системы зависит от сплава, размеров и конфигурации отливки. На практике при выборе типа литниковой системы и определении сечения элементов системы для той или иной отливки используют накопленный опыт изготовления подобных отливок. Иногда после изготовления первой партии отливок появляется необходимость внесения поправок в конструкцию и размеры литниковой системы.
Рассчитать литниковую систему — это значит определить сечения всех ее элементов, установить соотношение между ними. Расчет делается приближенно, так как явления, имеющие место в форме при заливке расплава, сложны и многообразны, и поэтому практически не удается учесть все факторы, влияющие на заполнение формы расплавом. Существующие методы расчета литниковых систем основаны на законах гидравлики с использованием данных, полученных опытным путем.
Литниковые системы для серого чугуна. Наиболее подробно разработаны и используются в производстве методы расчета литниковых систем для отливок из серого чугуна. Для этих отливок применяют обычно заполненные литниковые системы, обеспечивающие спокойную заливку форм и задержание шлака. На основе уравнения расхода при истечении жидкости из сосуда можно определить суммарную площадь поперечного сечения питателей
 (13)
(13)
где
G — масса отливки сприбылями, г;
ρ — плотность расплава, г/см3;
t — продолжительность заполнения формы, с;
v — скорость истечения расплава, см/с.
Дата добавления: 2020-12-12; просмотров: 169; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!