Автоматическое регулирование процесса сварки электронным лучом
Вопрос 1
Управлением называют совокупность действий, обеспечивающих заданное состояние объекта управления. Объектами управления подразумевается технологическое оборудование и технологические системы различного назначения, т.е. технические объекты.
Систему управления называют автоматизированной, если отдельные функции УУ в ней выполняет человек. Систему называют автоматической, если человек не участвует в процессах воздействия на предмет труда и управления этими воздействиями. Воздействие управляющего устройства на объект управления осуществляется по каналу прямой связи, воздействие объекта управления на управляющее устройство - по каналу обратной связи (канал контроля).
Под обратной связью понимают передачу информации (сигнала) о состоянии объекта с его выхода (выход системы) на вход системы (вход управляющего устройства).
Систему автоматического управления называют замкнутой, если в ней использованы каналы и прямой, и обратной связи
; систему автоматического управления называют
разомкнутой, если канал обратной связи отсутствует;
систему называют системой автоматического контроля, если. отсутствует канал прямой связи.
(Автоматический контроль - самостоятельная научная область, поэтому в задачу настоящего курса вопросы построения и принципы работы систем автоматического контроля не включены).
Соответственно двум способам задания состояния ОУ можно выделить в качестве самостоятельных и два вида управления.
Первый вид - управление циклом работы технологического оборудования. Задача этого вида управления - обеспечить заданную последовательность выполнения элементарных операций.
Второй вид - регулирование. Задача этого вида — обеспечить величину регулируемого параметра (при воздействии на него внешних и внутренних возмущающих воздействий) равной его заданному значению с требуемой точностью.
Вопросы, связанные с изучением того и другого вида управления, составляют содержание настоящего пособия.
Управлением называют совокупность действий, обеспечивающих заданное состояние объекта управления. Объектами управления подразумевается технологическое оборудование и технологические системы различного назначения, т.е. технические объекты.
Систему управления называют автоматизированной, если отдельные функции УУ в ней выполняет человек. Систему называют автоматической, если человек не участвует в процессах воздействия на предмет труда и управления этими воздействиями. Воздействие управляющего устройства на объект управления осуществляется по каналу прямой связи, воздействие объекта управления на управляющее устройство - по каналу обратной связи (канал контроля).
Под обратной связью понимают передачу информации (сигнала) о состоянии объекта с его выхода (выход системы) на вход системы (вход управляющего устройства).
Систему автоматического управления называют замкнутой, если в ней использованы каналы и прямой, и обратной связи 4
(рис. 1,а); систему автоматического управления называют
разомкнутой, если канал обратной связи отсутствует (рис. 1,6);
систему называют системой автоматического контроля, если . отсутствует канал прямой связи (рис. 1,в).
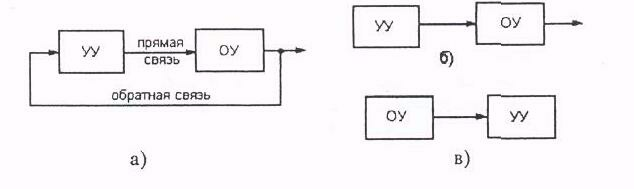
Рис. 1. Блок-схемы систем управления: а) - замкнутой;
б) - разомкнутой; в) - системы контроля
(Автоматический контроль - самостоятельная научная область, поэтому в задачу настоящего курса вопросы построения и принципы работы систем автоматического контроля не включены).
Соответственно двум способам задания состояния ОУ можно выделить в качестве самостоятельных и два вида управления.
Первый вид - управление циклом работы технологического оборудования. Задача этого вида управления - обеспечить заданную последовательность выполнения элементарных операций.
Второй вид - регулирование. Задача этого вида — обеспечить величину регулируемого параметра (при воздействии на него внешних и внутренних возмущающих воздействий) равной его заданному значению с требуемой точностью.
Вопросы, связанные с изучением того и другого вида управления, составляют содержание настоящего пособия.
Вопрос 3
Общая характеристика процесса электрошлаковой сварки
ЭШС в зависимости от толщины свариваемых кромок и величины зазора между ними может осуществляться или электродными проволоками, или плавящимися мундштуками, или пластинчатыми электродами большого сечения.
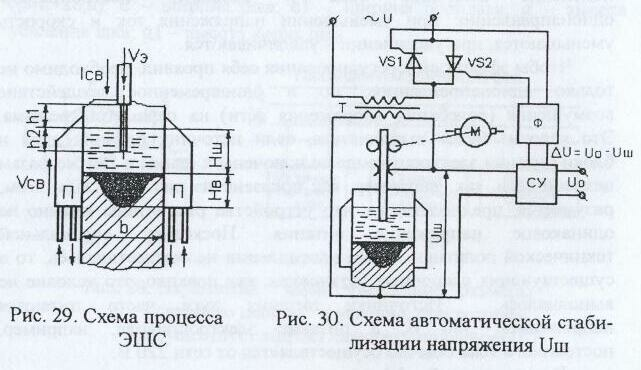
Чтобы процесс ЭШС шел устойчиво и обеспечивалось качественное формирование сварного шва, необходимо стабилизировать основные энергетические параметры процесса (сварочный ток, скорость сварки, напряжение шлаковой ванны), а также расстояние зеркала металлической ванны от края ползунов.
Процесс ЭШС, подобно процессу сварки плавящимся электродом, обладает свойством саморегулирования, которое осуществляется интенсивно, если плотность тока на электроде велика и соответственно велика скорость его плавления. При большом сечении плавящихся электродов рекомендуется принудительное регулирование процесса. Тем не менее большая часть сварочных автоматов для ЭШС комплектуется механизмами с постоянной скоростью подачи электродной проволоки, что
Процесс электрошлаковой сварки (ЭШС) всеобъемлюще и полно рассмотрен в [I], поэтому ограничимся лишь самыми общими сведениями, позволяющими иметь необходимые представления для понимания работы и выбора систем автоматического регулирования этого процесса сварки. Схема и основные параметры процесса ЭШС показаны на рис. 29, где обозначено: b- толщина свариваемых кромок; П -медные охлаждаемые водой ползуны, с помощью которых формируется сварной шов и которые перемещаются вверх со скоростью сварки Vcв; сухой (h1) и мокрый (h2) вылеты электродной проволоки, которая со скоростью Vэ подается в плавильное пространство шлаковой ванны, образуемое тепловой энергией, выделяющейся при прохождении через шлак сварочного тока Iсв; Нш - глубина шлаковой ванны; Нв - глубина ванны расплавленного металла.
ЭШС в зависимости от толщины свариваемых кромок и величины зазора между ними может осуществляться или электродными проволоками, или плавящимися мундштуками, или пластинчатыми электродами большого сечения.
Чтобы процесс ЭШС шел устойчиво и обеспечивалось качественное формирование сварного шва, необходимо стабилизировать основные энергетические параметры процесса (сварочный ток, скорость сварки, напряжение шлаковой ванны), а также расстояние зеркала металлической ванны от края ползунов.
Процесс ЭШС, подобно процессу сварки плавящимся электродом, обладает свойством саморегулирования, которое осуществляется интенсивно, если плотность тока на электроде велика и соответственно велика скорость его плавления. При большом сечении плавящихся электродов рекомендуется принудительное регулирование процесса. Тем не менее большая часть сварочных автоматов для ЭШС комплектуется механизмами с постоянной скоростью подачи электродной проволоки, что
напомним, является необходимым условием проявления эффекта саморегулирования.
На процесс образования сварного шва оказывают (отдельно или . в совокупности) влияние следующие возмущения' колебания напряжения питающей сети; изменение зазора между кромками в результате сварочных деформаций; некачественная сборка кромок под сварку; вытекание через ползуны части расплавленного шлака;
нестабильность работы механизмов подачи электродных проволок;
непостоянство расположения ползунов, формирующих шов, относительно границы металл - шлак.
Поскольку саморегулирование далеко не всегда оказывается достаточно эффективным, сварочное оборудование для ЭШС оснащают специальными системами автоматического регулирования.
напомним, является необходимым условием проявления эффекта саморегулирования.
На процесс образования сварного шва оказывают (отдельно или . в совокупности) влияние следующие возмущения' колебания напряжения питающей сети; изменение зазора между кромками в результате сварочных деформаций; некачественная сборка кромок под сварку; вытекание через ползуны части расплавленного шлака;
нестабильность работы механизмов подачи электродных проволок;
непостоянство расположения ползунов, формирующих шов, относительно границы металл - шлак.
Поскольку саморегулирование далеко не всегда оказывается достаточно эффективным, сварочное оборудование для ЭШС оснащают специальными системами автоматического регулирования.
Автоматическое регулирование процесса сварки электронным лучом
3.4.1. Краткая характеристика процесса электронно-лучевой
сварки как объекта управления
При электронно-лучевой сварке (ЭЛС) источником нагрева свариваемого металла является электронный луч - направленный поток быстро движущихся электронов, кинетическая энергия которых превращается в тепловую при ударе их о поверхность свариваемого изделия. Скорость электронов в луче составляет примерно 100000 км/с, и поэтому, несмотря на их незначительную массу, кинетическая энергия электронов достаточна для осуществления сварки.
Для формирования пучка электронов с заданными параметрами и для управления этими параметрами по величине и координате относительно изделия в электронно-лучевых установках имеется энергетический комплекс устройств, в состав которого входят
электронно-лучевая пушка, высоковольтный источник питания, системы управления и контроля.
Основными параметрами процесса ЭЛС являются:
- ускоряющее напряжение Uуск;
- ток электронного пучка Iм, мА;
- ток электромагнитной фокусирующей линзы 1м, мА,
определяющей диаметр пятна воздействия потока электронов на деталь;
скорость сварки Vcв, м/ч.
На процесс электронно-лучевой сварки действуют различного рода возмущения, среди которых колебания напряжения питающей сети, физическое старение оборудование, некачественная подготовка деталей к сварке, неточная сборка и др.
При колебаниях ускоряющего напряжения изменяется
положение фокусного пятна на свариваемых деталях, что 6 существенно влияет на глубину проплавления.
Угол отклонения пучка при постоянном токе отклоняющей катушки зависит от ускоряющего напряжения, поэтому при изменении Пуск от заданного значения в процессе сварки луч может сместиться со свариваемых кромок.
Ток пучка в процессе сварки зависит от эмиссионной способности катода и величины ускоряющего напряжения.
Таким образом, чтобы получить шов требуемого качества, необходим контроль и стабилизация основных параметров процесса электронно-лучевой сварки.
Для электронно-лучевых пушек разработаны и применяются:
системы стабилизации мощности пучка электронов, системы стабилизации тока пучка электронов, тока электромагнитных фокусирующих линз, скорости сварки, система автоматической фокусировки пучка электронов и др.
Специфичными для ЭЛС являются системы автоматического регулирования, использующие в качестве носителя информации о ; состоянии процесса сварки эффект эмиссии вторичных электронов с поверхности свариваемого изделия.
Дата добавления: 2020-11-23; просмотров: 83; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!