Критерии оценки дифференцированного зачета
ВАРИАНТ 1
| № п/п задания | Содержание тестового задания | Варианты ответов | |||
| 1. | Правовое обеспечение единства измерений представляет Закон
| А. О стандартизации | |||
| Б. О сертификации | |||||
| В. О Техническом Регулировании | |||||
| Г. Об обеспечении единства измерений | |||||
| 2. | Отклонение результата измерения от истинного (действительного) значения измеряемой величины – это
| А.Допуск | |||
| Б.Отклонение | |||||
| В. Погрешность измерения | |||||
| Г.Номинальное значение | |||||
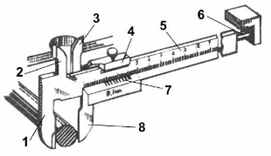
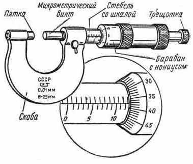
| 3. | Элемент №7 называется
| А Нониус | |||
| Б.Штанга | |||||
| В.Рамка | |||||
| Г.Стопорный винт | |||||
| 4. |
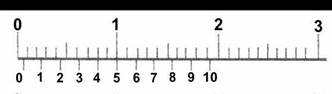
Показания штангенциркуля
| А .0,4 мм | |||
| Б.1,2 мм | |||||
| В. 3,4 мм | |||||
| Г.0,5 мм | |||||
| Д. 10,0 мм | |||||
| 5. |
| А. 1 мм | |||
| Б.0,1 мм | |||||
| В. 0,01 мм | |||||
| Г.0,001 мм | |||||
| 6.
| Точность измерения микрометром
| А 1 мм | |||
| Б.0,1 мм | |||||
| В. 0,01 мм | |||||
| Г.0,001 мм | |||||
| 7. | Микрометрический винт предназначен:
| А Для отсчета показаний | |||
| Б.Для преобразования вращения в поступательное перемещение | |||||
| В. Для фиксирования микрометра в положении измерения | |||||
| Г.Для ограничения усилия измерения | |||||
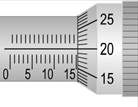
| 8. | Показания микрометра:
| А 17,00 | |||
| Б.17,20 | |||||
| В. 17,37 | |||||
| Г.15,87 | |||||
| 9. | Установить правильную последовательность измерения штангенциркулем
1. Фиксируют это положение стопорным винтом 2. Определяют целое число мм – по основной шкале штангенциркуля 3. Складывают целые и десятые доли мм. 4. Определяют число десятых долей мм по штриху на нониусе, наиболее полно совпадающем с любым штрихом на шкале 5. Сдвигают подвижные губки до соприкосновения с измеряемой поверхностью
| А. 1,2,4,5 | |||
| Б. 5,4,3,2,1 | |||||
| В. 5,1,2,4,3 | |||||
| Г. 5,3,1,2,4 | |||||
| 10. | Установление и применение правил с целью упорядочения деятельности в определённой области на пользу и при участии всех заинтересованных сторон выполняет …
| А. стандартизация | |||
| Б. метрология | |||||
| В. сертификация | |||||
| Г. нормирование | |||||
| 11. | Отраслевым стандартом называется:
| А. ГОСТ | |||
| Б. ОСТ | |||||
| В. СТП | |||||
| Г. Технический Регламент | |||||
| 12. |
К международным стандартам относится:
| А. ГОСТ | |||
| Б. СТП | |||||
| В. Технический Регламент | |||||
| Г. ISO 900-2000 | |||||
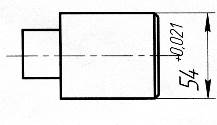
| 13. |
Верхнее отклонение
| А. +0,021 | |||
| Б. -0,021 | |||||
| В. 0,000 | |||||
| Г. +0,014 | |||||
| 14.
|
Нижнее отклонение
| А. +0,021 | |||
| Б. -0,021 | |||||
| В. 0,000 | |||||
| Г. +0,014 | |||||
|
15. |
Минимально допустимый размер
| А. 54,000 | |||
| Б. 54,021 | |||||
| В. 54,500 | |||||
| Г. 53,996 | |||||
|
16. |
Номинальный размер
| А. 54 | |||
| Б. 54,021 | |||||
| В. 54,500 | |||||
| Г. 53,996 | |||||
|
17. |
В каком случае брак детали с действительным размером будет неисправимым :
| А. 54,033 | |||
| Б. 54,090 | |||||
| В. 53,998 | |||||
| Г. 54,020 | |||||
|
18. |
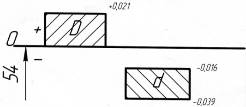
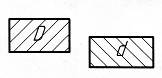
Поле допуска посадки:
| А. С зазором | |||
| Б. С натягом
| |||||
| В. Переходной | |||||
| Г. По схеме вид посадки определить невозможно | |||||
|
19.
|
Наибольший зазор в соединении отверстия D=
| А. 0,039 | |||
| Б. 0,060 | |||||
| В. 0,002 | |||||
| Г. 0,000 | |||||
|
20.
| Самая высокая точность у следующего размера:
| А. 38H8 | |||
| Б. 38H9 | |||||
| В. 38H10 | |||||
| Г. 38H11 | |||||
|
21. | Определить вид посадки
| А. С зазором | |||
| Б. С натягом | |||||
| В. Переходная | |||||
| Г. По уловному обозначению вид посадки определить невозможно | |||||
|
22. | Укажите посадку в системе вала
| А. | 
| ||
| Б. | 
| ||||
| В. | 
| ||||
| Г. | 
| ||||
| Г. | 
| ||||
| 23.
| Метод достижения точности, при котором детали изготавливают с экономичной точностью, а потом точность итогового размера достигается пригонкой деталей друг под друга в сборе
| А. Полная взаимозаменяемость
| |||
| Б Групповая взаимозаменяемость
| |||||
| В. Метод пригонки и
совместной обработки
| |||||
| Г. Метод регулировки | |||||
|
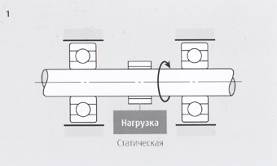
24. |
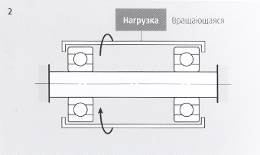
Посадки подшипника при условии: вал вращается, корпус неподвижен, нагрузка – постоянная
| А. Внутреннее кольцо с зазором, наружное – с натягом | |||
| Б. Наружное кольцо с зазором, внутреннее – с натягом | |||||
| В. И наружное, и внутреннее кольцо с зазором | |||||
| Г. И наружное, и внутреннее кольцо с натягом | |||||
| 25. | В резьбе М12 цифра 12 обозначает
| А. Наружный диаметр резьбы винта
| |||
| Б. Средний диаметр резьбы | |||||
| В. Внутренний диаметр резьбы | |||||
| Г. Шаг резьбы | |||||
| 26. | Метрическая резьба: | А.Tr 32×6 LH | |||
| Б.S 80.10LH | |||||
| В.M 8х1 – LH | |||||
| Г. К 1 1/2 | |||||
|
27.
| Как правило, в крепежной резьбе используют
.
| А. Посадки с зазором | |||
| Б. Посадки с натягом | |||||
| В. Переходные посадки | |||||
| Г. Посадок в резьбе не бывает | |||||
| 28.
| Сертификация выполняется:
| А. Независимой компетентной организацией | |||
| Б. Государственно-административным органом | |||||
| В. Представителем производителя | |||||
| Г. Представителем заказчика | |||||
| 29. | Стандарт, требования которого на современном этапе обязательны для выполнения на всей территории РФ, называется:
| А. ГОСТ | |||
| Б. ОСТ | |||||
| Г. Технический Регламент | |||||
| Д. ISO | |||||
| 30. | Сертификация обязательна на соответствие стандартам:
| А. ГОСТ | |||
| Б. ОСТ | |||||
| В. СТП | |||||
| Г. Технический Регламент | |||||
 Цена деления барабана микрометра
Цена деления барабана микрометра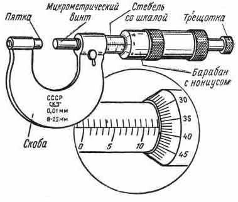


 и вала d=
и вала d=  :
:
Вариант
| № п/п задания | Содержание тестового задание | Варианты ответов | |
| 1. | Наука об измерениях, методах и средствах обеспечения их единства и требуемой точности:
| А. метрология | |
| Б.стандартизация | |||
| В.сертификация | |||
| Г. нормирование | |||
| 2. | Погрешность, обусловленная средством измерения, называется:
| А.Инструментальная | |
| Б.Погрешность от измерительного усилия | |||
| В.Температурная погрешность | |||
| Г. Субъективная погрешность | |||
| 3. | Штангенциркуль является
| А.Мерой | |
| Б.Прибором
| |||
| В.Измерительным комплексом | |||
| Г. Измерительной установкой | |||
| 4. | Точность измерения штангенциркулем
| А.1 мм
| |
| Б.0,1 мм
| |||
| В.0,01 мм
| |||
| Г. 0,001 мм | |||
| 5. | Трещотка в микрометре предназначена
| А.Для отсчета показаний | |
| Б.Для преобразования вращения в поступательное перемещение
| |||
| В.Для фиксирования микрометра в положении измерения | |||
| Г. Для ограничения усилия измерения | |||
| 6.
| Показания микрометра:
| А.13,00 | |
| Б.12,20 | |||
| В. 13,37 | |||
| Г.13,87 | |||
| Д.14,00 | |||
| 7. | Установить правильную последовательность измерения микрометром
| А. 5,4,3,2,1 | |
| Б. 1,2.3,4,5 | |||
| В. 2,1,3,5,4 | |||
| Г. 4,5,1,2,3 | |||
| 8. | Указать последовательность действий для настройки микрометра на «0» 1. Затягивают фиксирующий винт 2. Ослабляют стопорный винт и снова проверяют правильность установки микрометра на «0» 3. Измеряют микрометром эталон или КМД, поворачивая винт до 1-3 щелчков трещотки 4. Устанавливают эталон или пластину КМД между измерительными поверхностями 5. фиксируют стопорным винтом положение измерения 6. Ослабляют фиксирующий винт, добиваясь свободного скольжения барабана по стеблю и устанавливают его в положение, соответствующее «0», | А. 1,2.3,4,5,6 | |
| Б. 6,5,4,3,2,1 | |||
| В.6,4,3,2,1,5 | |||
| Г.4,3,5,2,1,6 | |||
| 9. | Стандартом предприятия называется:
| А. ГОСТ | |
| Б. ОСТ | |||
| В. СТП | |||
| Г. Технический Регламент | |||
| 10. | Технические Регламенты утверждаются
| А. В Госстандарте | |
| Б. В отделах по стандартизации предприятий | |||
| В. В Думе или указом Президента РФ | |||
| Г. Решением общего собрания саморегулируемой организации | |||
| 11. | Стандарты ISO осуществляется на уровняе:
| А. международной стандартизации; | |
| Б. региональной стандартизации; | |||
| В. национальной стандартизаци - в одном конкретном государстве; | |||
| Г. административно-территориальной стандартизации. | |||
| 12. | Верхнее отклонение
| А. +0,021 | |
| Б. -0,021 | |||
| В. 0 | |||
| 22Г. +0,014 | |||
| 13. | Нижнее отклонение
| А.23 +0,021 | |
| Б. -0,021 | |||
| В. 0,000 | |||
| Г. +0,014 | |||
| 14. |
Деталь с каким действительным размером является годной:
| А. 23,021 | |
| Б. 24,090 | |||
| В. 24,003 | |||
| Г. 23,025 | |||
| 15. | Допуск размера
| А. 0,000 | |
| Б. 0,021 | |||
| В. 0,042 | |||
| Г. 0,037 | |||
| 16. |
Поле допуска посадки:
| А. С зазором | |
| Б. С натягом | |||
| В. Переходной | |||
| Г. По схеме вид посадки определить невозможно | |||
| 17. | Допуск зазора посадки отверстия D=
| А.0,000 | |
| Б.0,010 | |||
| В.0,021 | |||
| Г.0,039 | |||
| 18. | Посадка
| А. С зазором | |
| Б. С натягом | |||
| В. Переходная | |||
| Г. Вид посадки по условному обозначению определить нельзя | |||
| 19. | Посадка в системе отверстия:
| А. |
|
| Б. | 
| ||
| В. |
| ||
| Г. | 
| ||
| 20. | Метод достижения точности, при котором независимо изготовленные детали, узлы и агрегаты могут быть установлены по месту без подбора, пригонки или регулировки так. Чтобы изделие было полностью работоспособным.
| А. Полная взаимозаменяемость | |
| Б. Групповая взаимозаменяемость | |||
| В. Метод пригонки и совместной обработки | |||
| Г. Метод регулировки | |||
| 21. | Укажите правильный порядок достижения точности замыкающего звена размерной цепи при взаимозаменяемости методом пригонки: 1. Пригонка одной из деталей по месту 2. Обработка деталей – звеньев размерной цепи с экономичной точностью 3. Контроль качества соединения 4. Окончательная сборка 5. Предварительная сборка | А. 1,2,3,4,5 | |
| Б. 5,4,3,2,1 | |||
| В. 2,1,5,3,4 | |||
| Г. 1,2,3,5,4
| |||
| 22. |
Каким методом достигается точность посадки «цилиндр-поршень ДВС»
| А. Полная взаимозаменяемость | |
| Б. Групповая взаимозаменяемость | |||
| В. Метод пригонки и совместной обработки | |||
| Г. Метод регулировки | |||
| 23. |
Посадки подшипника при условии: корпус вращается, вал неподвижен, нагрузка - постоянная | А. Внутреннее кольцо с зазором, наружное – с натягом | |
| Б. Наружное кольцо с зазором, внутреннее – с натягом | |||
| В. И наружное, и внутреннее кольцо с зазором | |||
| Г. И наружное, и внутреннее кольцо с натягом | |||
| 24. | В резьбе М24
| А. Наружный диаметр резьбы | |
| Б. Средний диаметр резьбы | |||
| В. Внутренний диаметр резьбы | |||
| Г. Шаг резьбы | |||
| 25. | Укажите обозначение левой резьбы:
| А. M16×1- 5H6H/5k6h
| |
| Б. M16×1- 5H6H/5k6h | |||
| В. M16×0,75-6H7H /6g
| |||
| Г. М16 - 6H ´0,75 - LH | |||
| 26. | При ударах и вибрациях без стопорения развинчиваются
| А. Любые резьбовые соединения | |
| Б. Резьбовые соединения с зазором | |||
| В. Резьбовые соединения с натягом | |||
| Г. Резьбовые соединения по переходной посадке | |||
| 27. | Показатели, характеризующие свойства продукции, заключающиеся в приспособленности к обнаружению причин повреждений и их устранению | А.Безотказность | |
| Б.Долговечность | |||
| В.Ремонтопригодность | |||
| Г.Надежность | |||
| Д.Сохраняемость | |||
| 28. | Сертификат– это
| А. Документ, подтверждающий законность выполнения производителем работ | |
| Б. Документ, подтверждающий право на продажу товара или услуг | |||
| В. Документ, подтверждающий соответствие действительного качества товара или услуги заявленному производителем | |||
| Г. Документ, подтверждающий соответствие товара ГОСТу | |||
| 29. | В настоящее время правовые отношения в области стандартизации и сертификации регулирует Закон:
| А. О стандартизации | |
| Б. О сертификации | |||
| В. О Техническом Регулировании | |||
| Г. Об обеспечении единства измерений | |||
| 30. | Технические Регламенты выполняют задачи
| А. Защиты жизни, здоровья и основных прав людей | |
| Б. Утверждение высокого качества и конкурентоспособности продукции | |||
| В. Единство и точность измерений | |||
| Г. Регулирование технологических процессов и производств | |||


 :
:
 1 цифра 1 обозначает
1 цифра 1 обозначает
Вариант 3
| № п/п | Содержание тестового задание | Варианты ответов | |
| 1. | Стандартизация- это… | А. Документ, принятый органами власти. Б. Деятельность по установлению норм, требований, характеристик. В. Совокупность взаимосвязанных стандартов. Г. Документ, в котором устанавливаются характеристики продукции. | |
| 2. | Объектами стандартизации могут быть… | А. Продукция Б . Природные явления. В. Изготовитель. Г. Инструкция | |
| 3. | Регламент- это… | А. Документ, в котором устанавливаются характеристики продукции. Б. Совокупность взаимосвязанных стандартов. В. Деятельность по установлению норм, требований, характеристик. Г. Документ, принятый органами власти. | |
| 4. | Нормативный документ, который утверждается региональной организацией по стандартизации | А. Международный стандарт Б. Национальный стандарт В. Межгосударственный стандарт Г. Региональный стандарт | |
| 5 | Взаимозаменяемость, которая обеспечивает возможность пригоночной сборки (или замены при ремонте) независимо изготовленных с заданной точностью однотипных деталей в сборочные единицы | А . Внешняя взаимозаменяемость Б. Неполная взаимозаменяемость В. Полная взаимозаменяемость Г. Внутренняя взаимозаменяемость | |
| 6 | Способность изделия выполнять свои функции длительный период времени | А. Эксплуатационная точность Б. Технологическая точность В. Надежность Г. Конструкторская точность | |
| 7 | Линия, соответствующая номинальному диаметру | А. Посадка Б. Нулевая линия В. Нижнее отклонение Г. Верхнее отклонение | |
| 8 | Класс или степень обработки поверхности, соответствующие одному уровню точности для всех номинальных размеров | А. Посадка переходная Б. Посадка с натягом В. Квалитет Г. Сопрягаемые поверхности | |
| 9 | Укажите допуск размера отверстия | А. Dmax, Б. Dmin, В. Td, Г . TD | |
| 10 | Вал, верхнее отклонение которого равно нулю | А. Основное отверстие Б. Посадки в системе вала В. Основной вал Г. Посадки в системе отверстия | |
| 11 | К допуску формы относится … | А. Допуск пересечения осей Б. Допуск перпендикулярности В. Допуск наклона Г. Допуск плоскостности | |
| 12 | Контроль (надзор) за соблюдением требований технических регламентов к продукции, процессам проводится на стадии | А. Проектирования Б. Производства В. Эксплуатации Г. Обращения | |
| 13 | Размер элемента, установленный измерением с допустимой погрешностью. | А. Действительный размер Б. Номинальный размер В. Размер Г. Предельные размеры | |
| 14 | Алгебраическая разность между наименьшим и номинальным размерами. | А. Посадка Б. Поле допуска В. Нижнее отклонение Г. Верхнее отклонение | |
| 15 | Укажите верхнее отклонение вала | А. ES, Б. ei, В. EI, Г. es | |
| 16 | 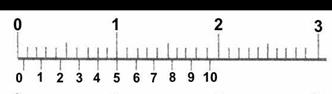 Показания штангенциркуля
Показания штангенциркуля
| А .0,4 мм Б.1,2 мм В. 3,4 мм Г.0,5 мм Д. 10,0 мм | |
| 17 | Установить правильную последовательность измерения штангенциркулем
| А. 1,2,4,5 Б. 5,4,3,2,1 В. 5,1,2,4,3 Г. 5,3,1,2,4 | |
| 18 | Допуск зазора посадки
отверстия D=  и вала d= и вала d= 
| А. 0,044 Б. 0,060 В. 0,016 Г.0,000 | |
| 19 | Самая высокая точность у следующего размера: | А. 38H8 Б. 38H9 В. 38H10 Г. 38H11 | |
| 20 | Определить вид посадки 
| А. С зазором Б. С натягом В. Переходная Г. По уловному обозначению вид посадки определить невозможно | |
| 21 | Зубчатые колеса в зубчатой передаче | А. Полностью взаимозаменяемы Б. Собирают в соответствии с размерными группами В. Пригоняют по месту Г. Подбирают в пару по шуму, пятну контакта и боковому зазору | |
| 22 | 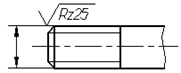 Указанный параметр шероховатости Rz
Указанный параметр шероховатости Rz
| А. среднее арифметическое отклонение профиля; Б. высота неровностей профиля по десяти точкам; В. наибольшая высота профиля; Г. средний шаг неровностей профиля | |
| 23 | 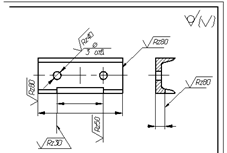 Шероховатость большинства поверхностей, кроме указанных на чертеже:
Шероховатость большинства поверхностей, кроме указанных на чертеже:
| А.  Б.
Б.  В.
В.  Г.
Г. 
| |
| 24 | 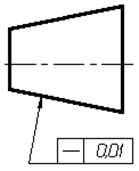
| А. Отклонение от круглости в пределах 0, 02 мм Б. Отклонение от прямолинейности в пределах 0, 01 мм В. Отклонение от перпендикулярности к базе А в пределах 0, 02 мм Г. Радиальное биение к базе А в пределах 0,05 мм | |
| 25 | 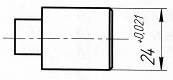 Деталь с каким действительным размером является годной:
Деталь с каким действительным размером является годной:
| А. 23,021 Б. 24,090 В. 24,003 Г. 23,025 | |
| 26 | В подвижном соединении может быть использована посадка: |
А .  Б .
Б .  В. В.  Г.
Г. 
|
|
| 27 | Сертификация выполняется: | А. Независимой компетентной организацией Б. Государственно-административным органом В. Представителем производителя Г. Представителем заказчика | |
| 28 | Стандарт, требования которого на современном этапе обязательны для выполнения на всей территории РФ, называется: | А. ГОСТ Б. ОСТ Г. Технический Регламент Д. ISO | |
| 29 | Сертификация обязательна на соответствие стандартам: | А. ГОСТ Б. ОСТ В. СТП Г. Технический Регламент | |
| 30 | Стандарты ISO осуществляются на уровне: | А. международной стандартизации; Б. региональной стандартизации; В. национальной стандартизаци - в одном конкретном государстве; Г. административно-территориальной стандартизации. |
Критерии оценки дифференцированного зачета
При определении оценки необходимо исходить из следующих критериев:
- сумма знаний, которыми обладает студент (теоретический компонент) – системность знаний, их полнота, достаточность, действенность знаний, прочность, глубина и др. критерии оценки);
- понимание сущности явлений и процессов и их взаимозависимостей;
- умение видеть основные проблемы (теоретические, практические), причины их возникновения;
- умение теоретически обосновывать возможные пути решения существующих проблем (теории и практики).
«5» - 25-30
«4» - 20-25
«3» - 15-20
«2» - менее 15 баллов
Дата добавления: 2020-11-15; просмотров: 141; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!