Способы литья в металлические формы.

33. Установки литья под электромагнитным давлением.
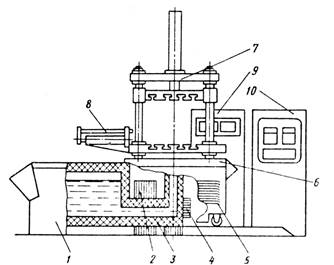
1 – печь
2 – индуктор
3 – канал
4 – электромагнит
5 – кокиль
6 – неподв кокильная плита
7 – неподв траверса
8 – съёмное устр-во для отливок
Схемы центробежного литья.
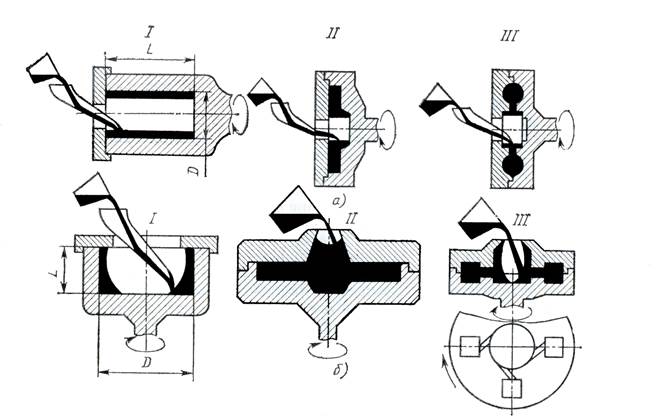
а) вращ. вокруг гориз-ой оси
б) вращ. вокруг вертик. оси
1 – классич. литьё (своб. пов-ть)
2 – нет свободной пов-ти
3 - нет свободной пов-ти и центр тяжести отл. не совпадает с осью вращ. (центрифигурирование)
Билет №4
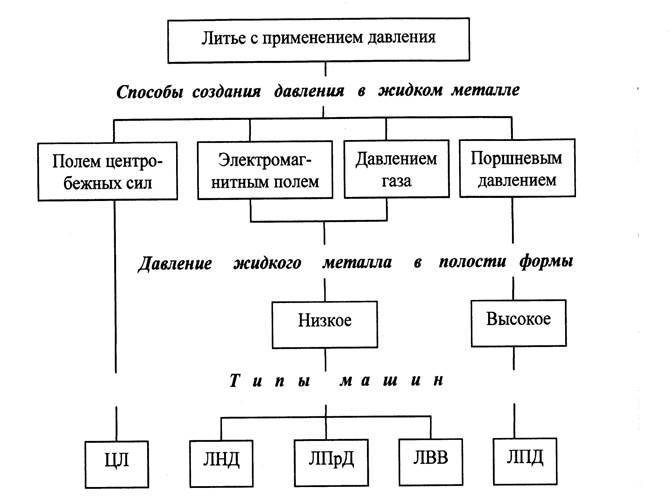
Классификация способов литья с применением давления.
34. Установки литья с противодавлением.

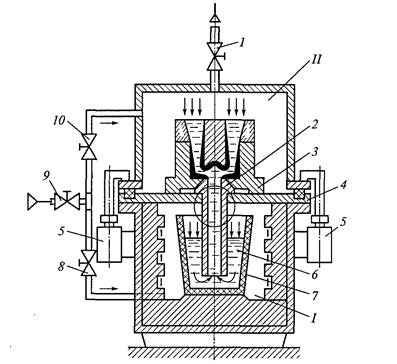
Дальнейшее развитие метод литья под низким давлением получил в литье с противодавлением. Метод закл-ся в создании газового давления в форме перед заливкой Ме и зап-нии её металлом под несколько большим давлением, создаваемым в заливочной камере, аналогично процессу литья под низким давлением. Зап-ие формы Ме и кристаллизация происх при перепаде давлений, велиина которого, также как и перепад температур, регулируется автоматически.
а) исх положение
б) заполнение формы
в) кристаллизация
Р1=Ратм Р2>Ратм
Р1 и Р2 > Ратм
Р1=Ратм
1,8,9,10 – система вентилей или дросселей
2 – металлопровод
3 – форма
4 – крышка
5 – устр-во для фиксации
6 – ж-кий Ме
7 – тигель
Типы центробежных машин.
|
|
|
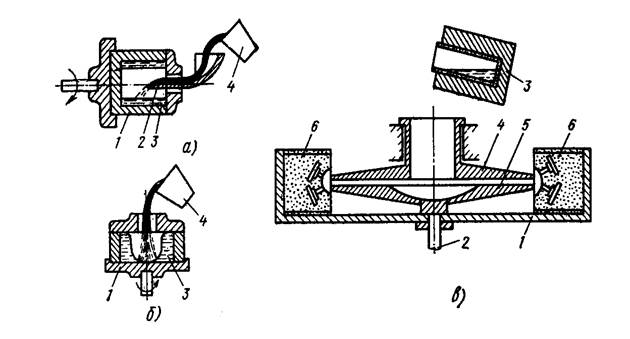
А) гориз-я ось вращ.( для коротких и длинных отливок)
Б) вертик. ось вращ.( для колец небольшой высоты и фасонных отл.)
В) литьй методом центрифигурирования
А) и Б)
1 – наложница (форма)
2 – заливочная воронка
3 – формирующаяся отливка
4 – ковш с жид. металлом
В)
1 – вращающийся стол
2 – центральный вал
3 – ковш
4 – стояк
5 – питатели
6 - форма
Билет №5
Классификация кокильных машин.
Критерии классификации:
1. По распределению плоскости разъема(вертикальное, горизонтальное, наклонное)
2. По расположен плит, формирующих в пространстве форму
3. По роду привода(механический, электропривод, пневматический, гидровлич.)
4. По числу позиций(однопозиционные(часто), многопозиционные(часто встреч. карусельные.))
5. По положению кокиля при заполнению формы металлом(вертикальное, горизонтальное, на поворотных машинах, с меняющимися положениями.)
По расположению плит, формирующих в пространстве форму:

а – 1 подвижная и 1 неподвижнаяж; д – 2 подвиж плиты + крышка + поддон
б – 2 подвижные + вертикал разъем; е – с 4 подвиж плит + крышка + поддон
в – 2 подвижн + поддон ж – с подвиж поворот плитой,горизон разъем
|
|
|
г – 3 подвижные плиты + поддон
Установки автоклавного литья.
Автоклавное литье может оправдать себя при производстве крупногабаритных изделий весом выше 3 кг.
В настоящее время способ автоклавного литья позволяет создавать избыточное давление на всех трех основных стадиях литейного цикла: при подготовке сплава перед заливкой в форму; в процессе заполнения формы жидким расплавом; в процессе затвердевания отливки.
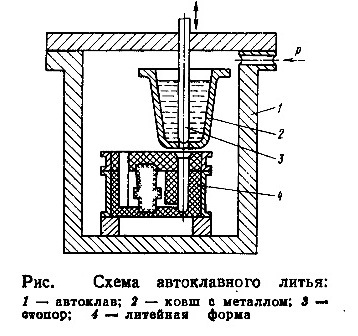
Автоклава
Ковш с металлом
Стопор
Литейная форма
Дата добавления: 2020-04-08; просмотров: 154; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!