Определение МОП внутренней цилиндрической поверхности
 мм
мм
Характеристика детали: Тdд = 25 мкм, IT6, Rад = 0,8 мкм (Rzдет=2,5 мкм)
Допуски для поверхности заготовки выбираем согласно источнику [1]:

Заготовка  мм
мм
Расчет необходимых уточнений, используя формулы (1.4.4), (1.4.5), (1.4.6):

|
Количество переходов согласно (1.4.7): Kd=2•lg64=3,68 Kd=4
Разница квалитетов по точности и шероховатости:

|
Значения допуском по операциям [1]:
Td заг =700 мкм заготовительная операция
Td2 =160 мкм сверление
Td3 =62 мкм растачивание получистовое
Td5 = 25 мкм шлифование черновое
Td6 = 25 мкм шлифование чистовое
Расчет аналогичен п.1.4.2.1
Результаты расчетов сведены в табл. 1.5
Таблица 1.5 - План обработки поверхности мм
| Обрабатыв. поверхность | Показатели точности | Уточнение | Кол-во переходов | Разница квалитетов по точности | МОП | Показ. кач-ва | Уточнения | ||||||
| расч. | прин. | i | Метод обработки | Td | Rz | 
| εd | εR |  ε ε
| ||||
|
IT = 11
Rz = 160 IT = 16 | Td Rz
| 43,75 64 11,5 | 3,28 | 4 | ΔIT=IT14-IT7=7 IT14→IT11→IT9→IT8→IT7 | 1 | Заготовит. | 700 | 160 | 230 | - | - | - |
| 2 | Сверление | 160 | 50 | 53 | 3,2 | 1,6 | 4,33 | ||||||
| 3 | Растачив. получист. | 62 | 25 | 31 | 2,5 | 2 | 1,7 | ||||||
| 4 | Шлифование черновое | 25 | 10 | 8 | 2,4 | 2,5 | 3,8 | ||||||
| 5 | Шлифование чистовое | 25 | 2,5 | 2 | 1 | 4 | 4 | ||||||

 Rz = 10
Rz = 10

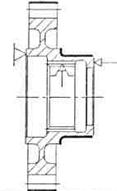
Определение МОП длиннового размера 29 мм
Шероховатость поверхностей 1 и 2 Rад = 3.2 мкм (Rz дет = 10 мкм); Заготовка: Td = 130 мкм; Rz заг = 160 мкм; IT = 14

|
Рисунок 1.5 - Эскиз шестерни для определения МОП длиннового размера
|
|
|
Расчет необходимых уточнений, используя формулы (1.4.4), (1.4.5), (1.4.6):

|
Количество переходов согласно (1.4.7): Kd = 2·lg10 = 2 Kd = 2
Разница квалитетов по точности и шероховатости:

|
Значения допусков по операциям выбираем по источнику [1] как и в предыдущих пунктах п.1.4.2.1 и п.1.4.2.2
Все выбранные значения заносим в таблицу 1.6.
| Обрабатыв. поверхность | Показатели точности | Уточнение | Кол-во переходов | Разница квалитетов по точности | МОП | Показ. кач-ва | Уточнения | ||||||
| расч. | прин. | i | Метод обработки | Td | Rz |
| εd | εR | ε
| ||||
| 2 15 | Td Rz
|
5,38 10 5 | 2 | 2 | Поверхность 2: T14→IT12→IT11 Поверхность 15: IT14→IT12→IT11 | 1 | Заготовит. | 700 | 160 | 253 | - | - | - |
| 2 | Точение черновое (пов. 2,15) | 210 | 50 | 70 | 3,3 | 3,2 | 3,6 | ||||||
| 3 | Точение получистовое (пов. 2,15) | 130 | 25 | 43 | 1,6 | 2 | 1,62 | ||||||

Проектирование маршрута обработки заготовки
Маршрут обработки заготовки - это общий план, в котором на основе компоновки операций установлен состав и последовательность операций технологического процесса, указаны тип и модель станка, установлены технические комплексы поверхностей. МОЗ как этапный документ технологического процесса представляется в виде таблицы. Исходные данные: чертеж детали; эскиз заготовки; годовая программа выпуска N=5000 шт.; сведения о целевом назначении технологического процесса; справочно-нормативные материалы. Маршрут обработки заготовки представлен в таб. 1.7:
|
|
|
Таблица 1.7 - Маршрут обработки заготовки
| № | Содержание и наименование операции | Оборудование | Эскиз установки | |||||||
| 005 | Заготовительная (штамповка) | КГШП |


| |||||||
| 010 | ТО (нормализация) | Печь | ||||||||
| 015 | Токарная с ЧПУ | АТПр-2М12С | 
| |||||||
|
020 | Токарная с ЧПУ | АТПр-2М12С |
| |||||||
| 025 | Токарная | 16К20 |
| |||||||
| 030 | Шлифовальная | 3М151 |
| |||||||
| 035 | Зубофрезерная | 5Е32 |
| |||||||
| 040 | Зубофрезерная | Р251 | У35 | |||||||
| 045 | Слесарная | Слесарный верстак | ||||||||
| 050 | Моечная | Моечная машина | ||||||||
| 055 | Горизонтально-фрезерная | 6Р83 |
| |||||||
| 060 | Моечная | Моечная машина | ||||||||
| 065 | Контрольная | Контрольный стол | ||||||||
| 070 | Меднение под нитроцементацию | Ванна | ||||||||
| 075 | Нитроцементация | Печь | ||||||||
| 080 | Токарная | АТПр-2М12СН |
| |||||||
| 085 | Долбежная | 7Д430 |
| |||||||
| 090 | Кругло-шлифовальная |
| ||||||||
| 095 | Внутри- шлифовальная
| 3К227А |
| |||||||
| 100 | Моечная | Моечная машина | ||||||||
| 105 | Зубо-шлифовальная | 5851 |
| |||||||
| 110 | Моечная | Моечная машина | ||||||||
| 115 | Контрольная | Контрольный стол | ||||||||
| 120 | Стабилизирующий отпуск | |||||||||
| 140 | Слесарная | Специальная установка | ||||||||
| 145 | Магнитный контроль
 Мы поможем в написании ваших работ! | |||||||||