БАЛАНСИРОВКА И ПРИЕМКА КОЛЕСНЫХ ПАР
20.1 Балансировка колесных пар.
20.1.1 Балансировать динамически вновь сформированную колесную пару для вагонов следующих со скоростями свыше 140 км/час на специальных балансировочных станках:
а) допускаемый дисбаланс в плоскости каждого колеса относительно оси, проходящей через центры кругов катания колес для колесных пар, подкатываемых под вагоны следующих со скоростями от 140 до 160 км/час, не более 0,6 кг м (6,0 Нм);
б) допускаемый дисбаланс в плоскости каждого колеса относительно оси, проходящей через центры кругов катания колес для колесных пар, подкатываемых под вагоны следующих со скоростями свыше 160 км/час, не более 0,125 кг м (1,25 Нм) - в соответствии с НБ ЖТ ЦТ 063-2000 «Локомотивы , вагоны и моторовагонный подвижной состав. Колесные пары».
20.1.2 Базировать колесную пару на призмы балансировочного станка по шейкам оси. Определить место и величину дисбаланса каждого колеса в автоматическом режиме.
20.1.3 Ставить клеймо «Б» на ободья каждого из колес согласно разделу 31.
20.1.4 Записать результаты балансировки в цеховой журнал. Форма журнала приведена в Приложении Ж.
20.1.5 Обточить колесную пару при обнаружении дисбаланса более допустимого, на специальных токарных станках. При отсутствии станков колесную пару расформировать.
20.2. Проверить и принять каждую отремонтированную или вновь сформированную колесную пару, а также подкатываемую под вагон:
а) в депо, участках и ВКМ - мастером и приемщиком вагонов;
|
|
|
б) на других вагоноремонтных предприятиях – производственным мастером, мастером ОТК и инспектором ЦТА ОАО «РЖД».
Установить при проверке и приемке колесной пары ее соответствие чертежам, требованиям стандартов и настоящего Руководства.
20.3 На принятой колесной паре после обточки или полного освидетельствования должны стоять клейма и знаки, согласно разделам 21 и 31 настоящего Руководства.
МАРКИРОВАНИЕ И КЛЕЙМЕНИЕ КОЛЕСНЫХ ПАР И ИХ ЭЛЕМЕНТОВ
21.1 Элементы колесных пар должны иметь четко обозначенные знаки маркировки и клеймения, предусмотренные стандартами, техническими условиями и настоящим Руководством.
21.1.1 На подступичной цилиндрической части заготовки оси должны быть клейма и знаки изготовления и приемки заготовки (рис. 21.1).
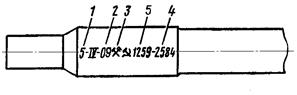
1 –условный номер завода-изготовителя оси; 2 –дата изготовления оси;
3 –приемочные клейма; 4 –номер оси; 5 –номер плавки
Рис. 21.1 Клейма на заготовке оси
21.1.2 На обработанных осях и сформированных колесных парах должны быть клейма и знаки в соответствии с ГОСТ 31334-2007 и ГОСТ 4835-2006:
а) на торце правой шейки – изготовления оси и формирования (рис. 21.2):
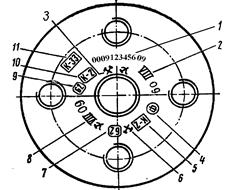
1 –номер оси; 2 –дата изготовления оси; 3 – приемочные клейма; 4 –знак формирования; 5 –клеймо ОТК; 6 –приемочные клейма колесной пары; 7 –номер завода, сформировавшего колесную пару; 8 –дата формирования; 9 –условный номер предприятия, производившего обработку оси и перенесшего маркировку;
10 –клеймо переноса маркировки; 11 –клеймо ОТК приемки обработанной оси
|
|
|
Рис. 21.2 Клейма на правом торце обработанной оси и колесной пары
б) на торце левой шейки - после обточки или полного освидетельствования колесных пар, а также при монтаже буксовых узлов на предприятиях, которые не производили формирование колесных пар (рис. 21.3):
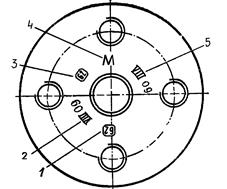
1 –номер предприятия, производившего обточку или полное
освидетельствование; 2 –дата проведения обточки или полного
освидетельствования; 3 –номер предприятия, производившего
монтаж букс; 4 –знак монтажа букс; 5 –дата монтажа букс
Рис. 21.3 Клейма на левом торце оси
21.1.3 На цельнокатаных колесах, на наружной грани обода должны быть клейма и знаки в соответствии с ГОСТ 10791-2004 (рис. 21.4):
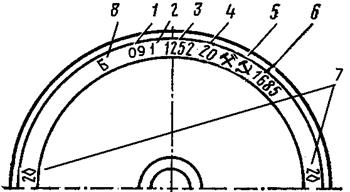
1 –год изготовления колеса; 2 –марка стали; 3 –номер плавки; 4 –условный номер завода-изготовителя; 5 –приемочные клейма; 6 –порядковый номер колеса; 7 –условный номер страны-собственника; 8 –знак балансировки
|
|
|
Рис. 21.4 Клейма на цельнокатаных колесах
21.2 Перенести знаки и клейма, в процессе обработки оси, с цилиндрической поверхности заготовки на торец обработанной оси в присутствии мастера ОТК ударным методом металлическими клеймами.
Нанести условный номер предприятия, перенесшего знаки маркировки, подтверждающий правильность переноса знаков и клейм.
Нанесение знаков и клейм должны производить работники, имеющие право выполнения полного освидетельствования.
21.3 Нанести знаки и клейма формирования колесной пары из новых элементов или при ремонте со сменой элементов на торце оси с правой стороны колесной пары согласно рис. 21.2. Набить даты изготовления оси, формирования колесной пары, проведения освидетельствований и монтажа букс - месяц римскими цифрами, год – арабскими.
21.4 Размеры клейм и знаков, применяемых для маркировки и клеймения колесных пар при формировании, ремонте и освидетельствовании, должны соответствовать рис. 21.5:
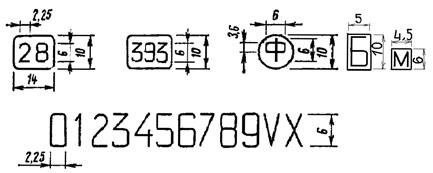
Рис. 21.5 Размеры знаков и клейм, применяемых
для клеймения колесных пар
21.5 Зачеканить или заварить с последующей зачисткой старые знаки и клейма на торцах оси, если невозможно поставить знаки и клейма о выполненном ремонте или освидетельствовании вследствие заполнения всех секторов.
|
|
|
Запрещается зачеканивать или заваривать знаки и клейма, относящиеся к изготовлению оси. Они должны сохраняться на все время эксплуатации оси.
21.6 Нанести на наружную боковую поверхность обода колеса, после проведении балансировки колес, знак балансировки - клеймо «Б» (рис. 21.5) перед клеймами согласно рис. 21.4.
21.7 Порядок изготовления, выдачи, учета и хранения клейм устанавливается технологическим процессом вагоноремонтного предприятия, а на вагоностроительных заводах — специальной инструкцией или приказом по заводу.
21.8 Колесные пары, сформированные или отремонтированные до введения настоящего Руководства, разрешается эксплуатировать в течение всего времени их технической годности, при наличии клейм и знаков, поставленных согласно ранее действующим условиям.
Дата добавления: 2019-02-22; просмотров: 982; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!