Структура законодательной и нормативной базы сертификации.
Методы стандартизации. Унификация объектов стандартизации.
Основные задачи унификации.
Метод стандартизации – это совокупность средств достижения целей стандартизации.
Рассмотрим основные методы стандартизации.
1. Упорядочение объектов стандартизации является универсальным методом стандартизации товаров, работ и услуг. Данный метод систематизирует разнообразие продукции. Результатом применения этого метода являются перечни изделий, описания типовых конструкций, образцы форм различной документации. Упорядочение включает в себя систематизацию, симплификацию, селекцию, типизацию и оптимизацию.
Систематизация объектов стандартизации представляет собой последовательное, научно обоснованное классифицирование и ранжирование конкретных объектов стандартизации. Примерами систематизации являются различные виды общероссийских классификаторов.
Селекция объектов стандартизации – это отбор целесообразных для дальнейшего производства и применения объектов стандартизации.
Симплификация – деятельность, выявляющая объекты стандартизации, которые нецелесообразно применять для производства. Симплификация ограничивает перечень применяемых в производстве изделий до оптимального, удовлетворяющего потребности количества.
Типизация объектов стандартизации – это разработка и утверждение типовых объектов или образцов. Типизируют конструкции, технологические нормы и правила документации. Типизация проводится с целью выделения общего признака для совокупности однородных объектов.
|
|
|
Оптимизация объектов стандартизации – деятельность, определяющая оптимальные главные параметры и значения остальных показателей, необходимых для данного уровня качества. В результате оптимизации должна достигаться оптимальная степень упорядочения и эффективности по выбранному критерию.
2. Параметрическая стандартизация – стандартизация, направленная на фиксирование оптимальных численных значений параметров, определяющихся строгой математической закономерностью.
Под параметром продукции подразумевается количественная характеристика свойств продукции. Параметры бывают главные и основные.
Основные параметры характеризуют технологические и эксплуатационные свойства продукции и процессов.
Главные параметры не изменяют своего значения при усовершенствованиях технологии, изменениях в применяемых материалах. Этот тип параметров лучше всего определяет свойства изделий и процессов. Главных параметров может быть несколько.
У каждого определенного типа продукции есть свой набор параметров, который называется параметрическим рядом. Примером параметрического ряда может быть размерный ряд.
|
|
|
Параметрическая стандартизация, т. е. стандартизация параметрических рядов, представляет собой определение численных значений и номенклатуры параметров ряда.
При стандартизации параметрического ряда необходимо учитывать интересы как потребителей, так и производителей. Если установить, например, слишком большую частоту ряда, потребители будут полностью удовлетворены, а производители будут страдать от очень больших затрат на производство.
3. Унификация продукции – рациональное сокращение до оптимального уровня числа типов объектов одного функционального назначения. Унификация включает в себя: классификацию и ранжирование, селекцию и симплификацию, типизацию и оптимизацию объектов стандартизации.
Унификация осуществляется по следующим направлениям:
1) определение параметрических и размерных рядов для продукции, машин, деталей и приборов;
2) создание типов (образцов) изделий для последующей унификации совокупностей однородной продукции;
3) унификация технологических процессов;
4) сведение к оптимальному минимуму номенклатуры используемых изделий и материалов.
|
|
|
4. Агрегатирование. Данный метод заключается в конструировании машин и приборов из определенного числа унифицированных деталей, связанных между собой функционально и геометрически.
При использовании данного метода вся конструкция прибора или машины рассматривается как совокупность независимых комплектующих (агрегатов), каждому из которых отводится определенная функция в общем механизме. Целью агрегатирования является увеличение мощности предприятий без лишних затрат на разработку каждой машины или прибора в отдельности.
5. Комплексная стандартизация. При данном методе стандартизации целенаправленно и планомерно утверждается и используется комплекс взаимосвязанных требований к объекту стандартизации и его составляющим для получения оптимального решения проблемы. Если объектом комплексной стандартизации является продукция, то требования утверждаются и применяются к ее качеству, качеству используемого сырья и материалов, эксплуатации и хранению. Основными целями разработки комплексной стандартизации являются:
1) высокий уровень научно-технических требований стандартов;
2) учет требований производства и рынков в стандартах;
|
|
|
3) обеспечение взаимосвязи требований, норм и правил, содержащихся в стандартах;
4) утверждение порядка мероприятий по выполнению программ данного метода стандартизации.
6. Опережающая стандартизация заключается в установлении прогрессивных по отношению к достигнутому уровню требований, которые, согласно прогнозам, будут оптимальными в последующее время.
Опережающая стандартизация позволяет устранить препятствия на пути технического прогресса, которые могут возникать из-за статичности и быстрого морального устаревания стандартов.
Унификация объектов стандартизации:
В настоящее время развитие машиностроения характеризуется значительным усложнением конструкций машин и механизмов. Увеличение производительности труда, ускорение технического прогресса, повышение качества продукции и экономия материальных и трудовых ресурсов - все это достигается с помощью унификации.
Унификация в переводе с латинского - приведение чего-либо к единообразию, к единой системе и форме. Под унификацией понимается один из самых важных методов стандартизации, сводящийся к приведению объектов одинакового технологического, конструктивного или функционального назначения к единообразию путем рационального сокращения многообразия этих элементов.
Унификация- это оптимизация видов продукции или количества размеров, услуг или процессов, требуемых для удовлетворения главных нужд. Унификация обычно связана с уменьшением разнообразия.
Действия, которые направлены на сведение к экономически и технически обоснованному рациональному снижению неоправданного многообразия различных деталей, узлов и изделий, документации и технологических процессов, называют унификацией. Ее рассматривают не только как метод ограничения числа типоразмеров выпускаемых частей, входящих в состав изделия, и изделий в целом, но и как средство улучшения параметров качества. При этом унификация дает возможность заменить изделия, узлы и агрегаты и, следовательно, дает возможность предприятиям кооперироваться друг с другом, что, в свою очередь, влияет на все стадии жизненного цикла продукции. Соответственно возрастает спрос на узлы и комплектующие изделия, детали, которые используются в производстве разного рода продукции. Повышенный интерес способствует поточному производству заданных частей готовой продукции, увеличивать их партии, организовывать специализированные предприятия. Основными видами унификации считают конструкторскую и технологическую унификацию. Конструкторская предполагает унификацию составных элементов и изделий в целом (узлов, конструктивных элементов, деталей, комплектующих материалов и изделий), а технологическая- унификацию нормативно-технической документации (стандартов, методик, конструкторско-технологической документации, инструкций и др.).
Приведение изделий к единообразию на основе установления рационального числа их разновидностей является унификацией изделий.
Унификация помогает сделать акцент на отдельных образцах, которые в тех или иных размерах и вариациях используются во многих изделиях. Размещение всех прототипов и представителей в линию по убывающей или возрастающей величине ключевого параметра, организация этого ряда в соответствии с рядами предпочтительных чисел допускает образование типов объектов и типоразмеров. Более того, благодаря появлению в унификации большой востребованности на определенные узлы и детали, приводящей к увеличению количества партий, позволяет даже на предприятиях с единичным типом производства сократить поточное изготовление, реализовывать специализированные участки, линии, цеха.
Основа унификации - конструктивное подобие узлов, деталей, машин, агрегатов и приборов, определяющееся условиями работы, общностью технологических процессов, т. е. общностью требований эксплуатации. Унифицированным называется изделие, созданное на основе определенного количества ранее действующих разнообразных исполнений, с помощью приведения их к единому образцовому исполнению.
Основными задачами унификации являются:
разработка параметрических и типоразмерных рядов оборудования, изделий, приборов, машин, деталей и узлов;
исполнение типовых изделий в целях создания унифицированных групп однородной продукции;
создание унифицированных технологических процессов, включая технологические процессы для специализированных производств продукции межотраслевого применения;
ограничение целесообразным минимумом номенклатуры разрешаемых к применению изделий и материалов.
Результаты работ по унификации оформляются по разному: это могут быть альбомы типовых (унифицированных) конструкций узлов, деталей, сборочных единиц; стандарты параметров, типов, размеров, марок и конструкций и др.
В зависимости от зоны проведения унификация изделий может быть заводской (унификация изделий, изготовляемых одной отраслью промышленности или одним предприятием); межотраслевой (унификация изделий и их элементов одинакового или близкого назначения, изготовляемых двумя или более отраслями промышленности) и отраслевой. Примером первой могут служить автомобили ВАЗ, примером второй - крепежные изделия, применяемые для любых механизмов, третьей - электролампы для любых автомобилей.
В зависимости от методических принципов осуществления унификация может быть внутривидовой (семейств однотипных изделий) и межвидовой или межпроектной (деталей разнотипных изделий, агрегатов и узлов).
Унификация может проводиться на отраслевом, межотраслевом и заводском уровнях.
Отраслевая и межотраслевая (для ряда заводов отрасли или отраслей), заводская (в рамках завода) унификация в приборостроении и машиностроении может охватывать номенклатуру изделия, деталей и сборочных единиц, производящиеся и применяющиеся в различных отраслях народного хозяйства.
Уровень унификации определяет эффективность ее работы. Под уровнем стандартизации и, в частности унификации изделий, понимают насыщенность их соответственно стандартными и унифицированными составными частями (деталями, механизмами, узлами), и во многих случаях для их расчета применяется коэффициент применяемости - Кпр, представляющий уровень использования в разрабатываемых снова конструкциях механизмов, деталей, узлов, которые применялись ранее в предыдущих подобного рода конструкциях, то есть уровень применяемости составных частей.
Коэффициент применяемости в разных областях промышленности главным образом определяют при помощи показателя уровня стандартизации и унификации по числу деталей, который находят по формуле:
Кпр=(n-n0)/n·100 %,
где n - общее число деталей; n0 - число оригинальных деталей.
Коэффициент применяемости может быть рассчитан: для конструктивно-унифицированного ряда; для группы изделий, составляющих типоразмерный (параметрический) ряд и даже для одного изделия.
Таким образом, можно сделать вывод, что унификация – это распространённый и эффективный метод исключения излишнего разнообразия путем уменьшения перечня допустимых элементов и изделий, приведения их к однотипности, без которого производство было бы неупорядочено и не подчинялось бы никаким требованиям. Унификация занимает большую нишу в стандартизации и является разновидностью систематизации, преследующей цель распределения предметов в нужной последовательности и порядке, которая образует точную систему, удобную для использования. Унификация помогает увеличить серийность и уровень автоматизации производственных процессов, гарантировать мобильность промышленности при изготовлении новых изделий, создать специализированные производства.
Структура законодательной и нормативной базы сертификации.
Структура законодательной и нормативной базы сертификации:
Законы РФ:
з-н №184/ФЗ от 27.12.2002 г.
(з-н о техническом регулировании),
ст. 18−20 относятся к сертификации соответствия
Подзаконные акты:
1. Указы президента и Правительства РФ.
2. Постановления Госстандарта РФ.
3. Нормативные акты министерств и ведомств.
Нормативная база сертификации соответствия:
4. Организационно-методические документы по правилам и порядку сертификации.
5. Нормативные документы, соответствие требованиям которых и проверяет сертификация: ГОСТы, ОСТы, ТУ…
6. Нормативные документы на методы (способы) оценки соответствия при сертификации: ГОСТы, МИ, ПР, РД.
Виды сертификации
Сертификация соответствия проводится либо на обязательной, либо на добровольной основе.
Обязательнаясертификация рапространяется на продукцию, работы и услуги, связанные с обеспечением безопасности окружающей среды, жизни, здоровья и имущества человека. Требования, предъявляемые нормативными документами в этом случае, должны выполняться всеми производителями на внутреннем рынке и импортерами.
Товары для детей, продукты питания, строительные материалы, обувь. Перечень продуктов, подлежащих обязательной сертификации, законодательно утвержден постановлением Правительства РФ №1013 от 13.08.1997 г. с редакциями в 2000 и 2002 гг.
Добровольная сертификация проводится в случаях, когда строгое соблюдение требований соответствия норматривным документам государством не предусмотрено.
Проведение добровольной сертификации ограничивает доступ на рынок некачественной продукции.
Кроме продукции, работ и услуг и систем менеджмента качества (СМК) добровольной сертификации может подлежать и персонал. При этом выделяют аттестацию и сертификацию персонала.
Аттестация - процедура, целью которой является определение квалификации работника для проверки его соответствия занимаемой должности.
Цель сертификации - установление уровня подготовки, профессиональных навыков, знаний и опыта специалиста для подтверждения его соответствия установленным требованиям, и определение его возможности надлежащим образом выполнять определенный вид деятельности.
Для достижения цели аттестации, эта процедура выполняется работодателем (второй стороной участников процесса производства), а сертификация персонала - всегда органом по сертификации (третьей стороной).
Система сертификации
Система сертификации - Система сертификации ГОСТ Р-это система, располагающая собственными правилами процедуры и управления для проведения сертификации соответствия. Таким образом, выполнение сертификации возможно лишь в рамках системы сертификации, которая должна быть зарегистрирована в установленном порядке Госстандартом. (Поскольку Госстандарт — национальный орган по сертификации).
Как правило, в состав системы сертификации входит порядка 8 элементов:
1. Национальный орган по сертификации (Госстандарт РФ).
2. Центральный орган по сертификации. Осуществляет свою деятельность на основе закона о сертификации продукции и услуг. Выполняет следующие функции:
а. Установление процедуры сертификации в соответствии с действующим законодательством.
б. Подготовка к утверждению системы сертификации.
в. Нормативное обеспечение работ по сертификации.
3. Органы по сертификации - органы, проводящие сертификацию соответствия. Создаются как юридические лица, независимые от производителя и потребителя. Выполняют следующие функции:
а. Прием заявок на сертификацию.
б. Нормативное сопровождение сертификации однородной продукции.
в. Подбор испытательных лабораторий.
г. Оформление и выдача сертификатов.
д. Признание международных сертификатов.
ж. Организация инспекционного контроля.
4. Испытательные лаборатории. Выполняют функцию испытания конкретной продукции. Испытательные лаборатории непосредственно не участвуют в сертификации, т.е. не выдают оценку сертификата соответствия. К ним предъявляют следующие требования: независимость, беспристрастность, неприкосновенность, техническая компетентность.
5. Сами заявители сертификации. Они направляют заявку, обеспечивают ее (оплачивают все необходимые расходы на сертификацию), обеспечивают соответствие; получив сертификат, применяют его и знак соответствия. Обязательно извещают орган по сертификации об изменениях в процессе производства.
6. Научно-методический центр при центральном органе по сертификации. Проводит системные исследования в различных областях, связанных с сертификацией, поддерживая тем самым на должном уровне процедуру сертификации.
7. Апелляционная комиссия. Рассматривает жалобы и спорные вопросы.
8. Совет по сертификации. Формируется центральным органом сертификации по каждому из направлений техники. Является общественной организацией, в которую входят представители всех семи предыдущих организаций (структур) и представители общественности. Главной темой работы является формирование единой политики в области сертификации, а также повышение эффективности сертификации.
Итогом слаженной работы перечисленных структур является успешная сертификация соответствия. Такое возможно только лишь при высокой компетенции всех участников процесса сертификации.
Определить вид посадки 45 Н7/f6. Изобразить эскизы деталей сопряжения и показать номинальный диаметр, предельные отклонения по ГОСТ 25346-89 и ГОСТ 25347-82; начертить схему расположения полей допусков, сопрягаемых по данной посадке деталей. Выполнить расчеты зазоров (натягов).
Решение.
Отверстие  мм; вал
мм; вал  мм.
мм.
1. По стандарту для отверстия ø45 отклонения по Н7:
ES = +0,025 мм, ЕI = 0 мм;
для вала ø45 отклонения по f6:
es = - 0,025 мм, ei = - 0,041 мм;
2. Предельные размеры:
для отверстия:
Dmax = D + ES = 45 + 0,025 = 45,025 мм;
Dmin = D + EI = 50 + 0 = 45,000 мм;
наибольший – ø 45,025 мм, наименьший – ø 45,000 мм;
для вала:
dmax = d + es = 45 + (- 0,025) = 44,975 мм;
dmin = d + ei = 45 + (- 0,041) = 44,959 мм;
наибольший – ø 44,975 мм, наименьший – ø 44,959 мм;
3. Допуск отверстия:
TD = ES – EI = 0,025 – 0 = 0,025 мм;
допуск вала:
Td = es – ei = - 0,025 – (-0,041) = 0,016 мм;
4. Предельные зазоры:
наибольший зазор
Smax = Dmax – dmin = 45,025 – 44,959 = 0,066 мм;
наименьший зазор
Smin= Dmin – dmax = 45,000 – 44,975 = 0,025 мм;
5. Допуск зазора:
TS = Smax - Smin =0,066 - 0,025 = 0,041 мм.
Эскизы сопрягаемых деталей приведены на рис.1, схема расположения полей допусков на рис.2.
| ᴓ
|
| ø45H7( +0.025) f6
|


Рис. 1. Эскизы соединения сопрягаемых деталей

| f 6 |
| -0.041 |
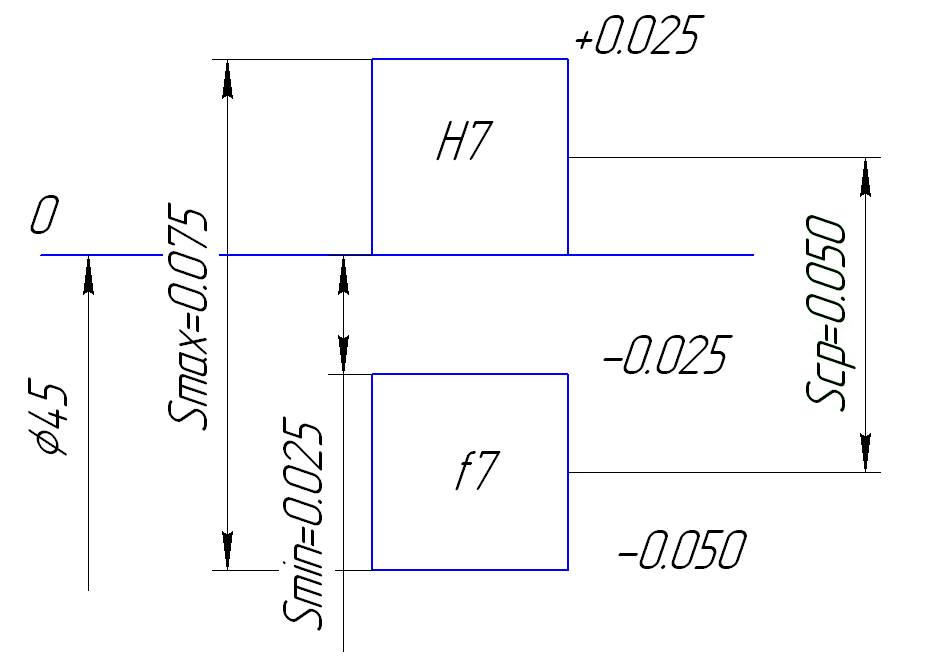
Рис. 2. Схема расположения полей допусков
Вывод: так как поле допуска отверстия находится над полем допуска вала, то это посадка с зазором.
Список используемой литературы:
1. Зайцев С.А. Метрология, стандартизация и сертификация в
энергетике: учеб. пособие для студ. сред. проф. образования/ С.А.Зайцев,
9
А.Н. Толстов, Д.Д. Грибанов, А.Д. Куранов . - М: Издательский центр
«Академия», 2009.-224 с.
2. Зайцев С.А. Метрология, стандартизация и сертификация в
машиностроении: учеб. пособие для студ. сред. проф. образования/
С.А.Зайцев, А.Н. Толстов, Д.Д. Грибанов, Р.В. Меркулов . -2-е изд. испр. -
М: Издательский центр «Академия», 2011.-288 с.
3. Никифоров А.Д. Метрология, стандартизация и сертификация: Учеб.
Пособие / А. Д. Никифоров, Т.А.Бакиев.-3-е изд. испр. - М.: Высш. шк., 2005.
- 422 с.: ил.
Дополнительные источники:
1. Аристов А.И. Метрология, стандартизация и сертификация: учебник
для студ. высш. учеб.заведений/ (А.И. Аристов, Л.И. Карпов. В.М.
Приходько, Т.М. Раковщик).- М.: Издательский центр «Академия», 2006.-
384 с.
2. Димов Ю.В. Метрология, стандартизация и сертификация. Учебник
для вузов. 2-е изд.- СПб.: Питер, 2004.-432 с.
Интернет-ресурсы:
1. Библиотека ГОСТов и нормативных документов. http://libgost.ru/
2. Федеральный центр информационно-образовательных ресурсов.
http://fcior.edu.ru/ (Среднее профессиональное образование)
Дата добавления: 2022-07-01; просмотров: 44; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!